
Лазерное позиционирование и лазерное отслеживание — это ручное обучение сварочного пути с использованием лазерной идентификации, что эквивалентно предоставлению роботу пары "глаз".
В процессе ручного обучения швы подвержены деформации, изменению зазоров и ошибкам сборки, что приводит к большим отклонениям при сварке. Для повышения качества сварки требуется реальное управление роботом для корректировки отклонений сварных швов.
Существует три основных способа определения положения шва: тактильное ощупывание, линейное ощупывание и лазерное ощупывание:
Тактильное обнаружение: По физическому контакту с поверхностью детали с помощью проволоки или сопла для обнаружения шва, метод простой, но медленный.
Индукция проволоки: Используйте сервомотор для быстрого перемещения проволоки вверх и вниз, пока робот движется по детали. Обнаруживает стыковые швы, которые трудно найти с помощью статического тактильного обнаружения проволокой или соплом, но требует специального оборудования и программного обеспечения.
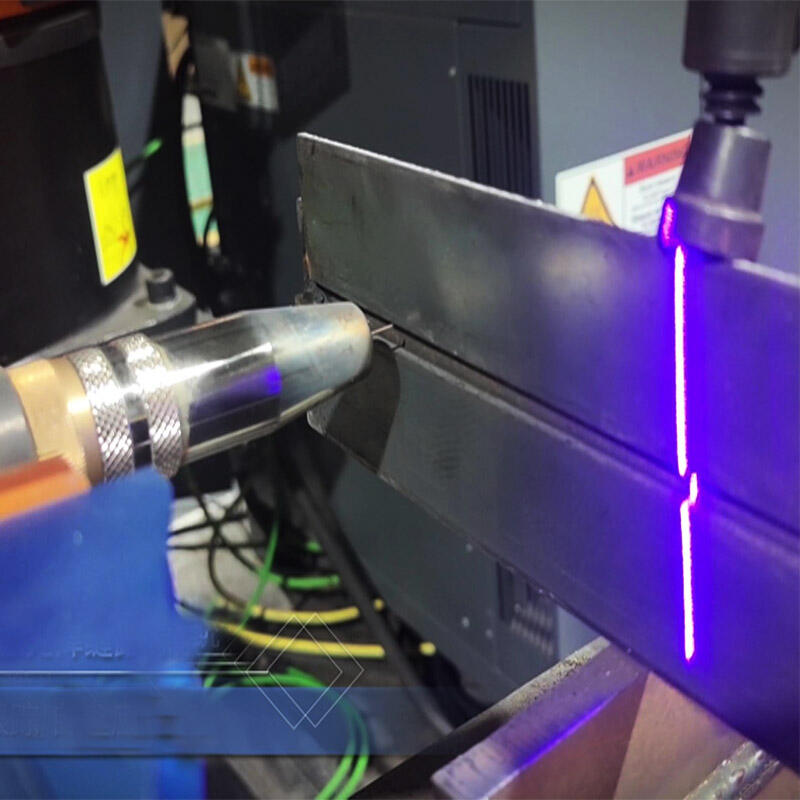
Лазерный датчик: Быстрее тактильного датчика, может обнаруживать швы толщиной 1/16 дюйма, но имеет ограничения в определении зазора сварки, не может находить прямоугольные стыковые швы.
Компания Minyue Technology опирается на команды из Университета Цинхуа и Пекинского университета авиакосмической техники, используя передовые алгоритмы в области робототехники, 3D-визуализации и искусственного интеллекта для решения практических проблем, запустила функции коррекции позиционирования, такие как двухточечное позиционирование, трехточечное позиционирование, линейное позиционирование и другие.
Функция одна: двухточечный поиск
Двухточечное позиционирование основано на развитии функции одноточечного позиционирования, с помощью которого можно определить траекторию и направление сварочного шва через две точки сварки, так что даже если наша деталь имеет как погрешность смещения, так и вращательную погрешность, двухточечное позиционирование также может решить ваши проблемы сварки. Подходит для короткой прерывистой сварки в промышленности, при наличии погрешности вращения сварного шва.
Функция два: трехточечный поиск
Принцип трехточечного позиционирования заключается в создании новой системы координат на основе детали, чтобы сопоставить ее с исходной системой координат, рассчитать положение и смещение каждого сварного шва и перепозиционировать сложные конструктивные элементы, что подходит для случаев, когда у нашей детали хорошая согласованность, но есть ошибки размещения и зажима.
Функция три: поиск линейного отрезка
Определение линейного сегмента, возьмите четыре точки на заготовке, возьмите две точки на любом краю, образуйте три линейных отрезка, получите трехмерные пользовательские координаты через вычисление, чтобы совместить их с исходной системой координат, рассчитайте трехмерное положение и смещение каждого шва.
Если количество одинаковых заготовок велико, требуется лазерное позиционирование или отслеживание для определения траектории, и обязательно будут возникать значительные погрешности заготовок, лазер необходим для компенсации ошибки, а показатель годных сварочных соединений можно контролировать на уровне более 90%.
 EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK
