
In der modernen Fertigung ist das Schweißen eines der wichtigsten Verfahrensverfahren. Es wird in der Maschinenbauindustrie, der Kernenergiebranche, der Petrochemieindustrie, der Luft- und Raumfahrt sowie in vielen anderen Bereichen eingesetzt. Da das Schweißen als industrieller "Schneider" ein sehr wichtiges Bearbeitungsverfahren in der industriellen Produktion darstellt, ist gleichzeitig aufgrund des Auftretens von Schweissrauch, Bogen und Metallsprenkeln die Arbeitsumgebung beim Schweißen oft schlecht. Die Qualität des Schweißens hat einen entscheidenden Einfluss auf die Produktqualität.
Mit der Entwicklung von Industrierobotern, Sensoren und Künstlicher Intelligenz werden Arbeiter allmählich von komplexen, strengen und sogar gefährlichen Schweißarbeitsplätzen befreit. Laut den im IFR 2021 veröffentlichten Informationen hat sich die Anzahl der in Fabriken weltweit betriebenen Industrieroboter auf einen Rekord von 3 Millionen erhöht, was einem jahresübergreifenden Anstieg um 10 % entspricht. Laut IFR-Daten von 2018 werden 40 % der Industrieroboter in der Schweiß- und Schneidanwendung eingesetzt.
Der Schweißroboter von seiner Entstehung bis heute hat ungefähr drei Generationen durchlaufen: Die erste Generation ist der "Lehre-Wiedergabe" (Teaching and playing) Arbeitsmodus des Roboters, aufgrund der einfachen Bedienung wird kein Umgebungsmodell benötigt, Lehren kann Fehler korrigieren, die durch die mechanische Struktur und andere Merkmale verursacht werden, wurde in der industriellen Schweißproduktion weit verbreitet eingesetzt. Die zweite Generation basiert auf dem strukturellen Umfeld und dem Offline-Programmier-Typ (Off-line programming) Schweißroboter, kombiniert die erhaltenen Informationen über das Schweißumfeld und die CAD/CAM-Daten des Werkstücks, nutzt Computergrafiktechniken zur Offline-Planung und 3D-Dynamiksimulation von Schweißaufgaben. Diese Art von Schweißroboter erscheint im Allgemeinen in der Form einer "Industrieroboter + Offline-Programmierung" Arbeitsstation, zum Beispiel das gebräuchliche dritte Offline-Programmierungssoftware wie RobotMaster, Sprutcam, RobotSmart auf dem Markt sowie die Offline-Software RobotStudio, Roboguide der Roboterhersteller etc. Die dritte Generation bezieht sich auf einen intelligenten (Intelligent) Schweißroboter mit verschiedenen Sensoren, der nach Empfang von Betriebsanweisungen unabhängig programmieren und planen kann. Aufgrund der Komplexität der Technologie und des Rückstands der Künstlichen Intelligenz befindet sich diese Generation von Schweißrobotern in der experimentellen Forschungsphase. Derzeit haben einige wenige Hersteller sowohl national als auch international entsprechende Produkte. Der Autor nennt die zweite Generation der Offline-Programmierungssoftware modellgetriebene Roboterprogrammierung und die dritte Generation modellgetriebene automatische Programmierung auf Basis von Vision.
Der folgende Inhalt sind trockene Güter, die die Ansicht des Autors persönlich widerspiegeln und nicht vollständig die offizielle Meinung von Min Yue Technology darstellen. Im Produktionsprozess des Unternehmens haben Schweiß- und Schnittverfahren hohe Zuverlässigkeits- und Prozessanforderungen. Rein visuell basierende Schneid- und Schweisslösungen eignen sich für akademische Forschung, aber derzeit sind sie in der Industrie nicht anwendbar oder nur auf spezifische Teilbereiche beschränkt. Die Gründe dafür sind unten aufgeführt. Erstens, nach der Erfassung der Umgebungs- (Arbeitsstück) Daten muss der Schweißroboter das Schweiß- oder Schnittpunkt des Arbeitsstücks beurteilen und berechnen, was ein Problem ähnlich der LEVEL 4 autonom fahrenden Technologie ist. Die Schwierigkeiten umfassen: 1. Die erfassten Daten sind unvollständig oder nicht genau genug; 2. Selbst wenn die Daten den Anforderungen entsprechen, wie kann man zuverlässig und automatisch die Naht aus komplexen Punktwolken- oder Bilderdaten extrahieren; 3. Extrahieren der Bearbeitungspfad und wie bestimmt man den Schweiß- und Schnittprozess, was schwieriger als die ersten beiden Punkte ist.
Vergleich des dritten und vierten generationsfreien Unterrichtsprogramms
| System | Modellfreies Fahren | Basierend auf modellgetrieben und Vision |
| Methoden zur Roboter-Trajektorienplanung | Die Roboterplanung wird durch die von Sensoren erfasste Datenumgebung realisiert und in Kombination mit dem Roboterkinematik-Algorithmus. | Verwendung von Roboter-, Werkstatt- und Werkstückmodellen, gemäß der Schweißposition im Werkstückmodell, kombiniert mit dem Roboterkinematik-Algorithmus. |
| Ob eine Beteiligung vor der Produktion erforderlich ist | Manuelle Anweisungen oder visuelle Scansprozeduren sind erforderlich | Die zu verarbeitende Trajektorie muss im Voraus aus dem Werkstücknummermodul markiert werden |
| eingreifen; sich einmischen; sich einbringen | Wählen Sie die zu verarbeitende Strecke aus dem Scann-Punktwolke aus oder berechnen Sie automatisch gemäß den vorgegebenen Regeln. | Keine Intervention |
| Vollständige Perspektivendaten | brauchst | unwesentlich |
| genaue Lokalisierung | brauchst | brauchst |
| Zuverlässigkeit | Allgemein | - Sie ist stark. |
| allgemeine Eigenschaft | Keine Allgemeingültigkeit | - Sie ist stark. |
In diesem Fall wird die empfindliche Technologie in CAD/CAM, Robotik und 3D-Vision, Künstlicher Intelligenz, auf der Grundlage von jahrelanger Erfahrung, in dem bestehenden reifen robotischen intelligenten Programmierungssoftware und 3D-Bildsensoren, auf Basis der Vorteile der zweiten und dritten Generation von zwei Programmierungen, die vierte Generationsmethode der freien Unterrichtsautomatischen Programmierung entwickelt – nämlich die modellgetriebene und visuelle-Sensor-autonome Programmierung.

Wie in der obigen Abbildung gezeigt, wird vor der Produktion die Robotertrajektorie für das Werkstücknummermodul geplant. Bestimmen Sie durch Modellannotierung und automatisches Extrahieren den entsprechenden Prozess jedes Teils. Es gibt jedoch Unterschiede zwischen dem digitalen Offline-Software und dem eigentlichen Arbeitsplatz, einschließlich Abweichungen zwischen Modell und tatsächlichem Werkstück sowie Verformungen während des Schweiß- und Schneidprozesses. Für dieses Problem werden 3D-Visionssensoren unterschiedlicher Skalen zur groben und feinen Positionierung der Trajektorien verwendet. Durch die Kombination verschiedener Sensoren können die Anforderungen an eine große Programmierbereichsausdehnung (mehr als 100 mm) und hohe Präzision (weniger als 0,1 mm) bezüglich Trajektorienkompensation erfüllt werden. Das Konzept ist sehr universell, es gibt keine menschliche Intervention im Produktionsprozess, und die Kombination von digitalen Simulationen und sensorischen Messdaten erhöht die Zuverlässigkeit.
Die Bedienung der Offline-Programmiersoftware RobotSmart wird im Folgenden detailliert beschrieben. Als Beispiel dient die kostenlose Lehre des Schweißvorgangs an der vorderen vertikalen Stange eines Komponenten eines langsamen elektrischen Dreirads, um den Ablauf zu erklären.
Schritt 1: Öffnen Sie die Software und gehen Sie zum Schweißmodul. Gemäß dem Werkstück wird ausgewählt, ob vor dem Schweißen ein erster Scan, eine Positionierung oder ein Tracking durchgeführt werden soll. Der zweite Schritt besteht darin, das Werkstück und die Schweißkante für die Trajektorieplanung und die automatische Prozessberechnung auszuwählen.
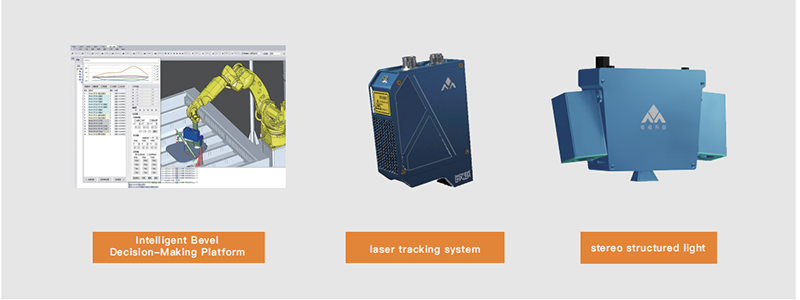
Es ist erwähnenswert, dass RobotSmart derzeit vier Roboterfamilien und breite Roboter unterstützt. Der Linienlaser-Sensor unterstützt nur die Modelle HA, WR und LDW von Minyue Technology und unterstützt binökelstrukturlichteinschließlich SmartEye Vision WR Yue selbst entwickelte R/HA Serie.
 EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK
