
Welding method
Submerged arc welding is a welding method in which the arc burns under the flux layer. The welding method of submerged arc welding, stable welding quality, high productivity, and can do without arc light and, and very little smoke, these significant advantages, so that the submerged arc welding in the pressure vessel, pipe manufacturing, box beams and columns, and other important steel structure production widely used.
In recent years, efficient and high-quality welding methods are emerging, but still can not affect the position of submerged arc welding in its field of application. In shipbuilding, power generation equipment, boilers and pressure vessels, large pipelines, rolling stock, heavy machinery, bridges and oil refining and chemical equipment production, submerged arc welding has become the dominant welding process, and continue to promote the development of the welded structure manufacturing industry.
Welding characteristics
Submerged arc welding is difficult to weld in all positions
Very limited suitable welding materials, high requirements for pre-welding configuration
Cannot directly observe the position of the arc relative to the bevel, requires seam tracking system to ensure welding accuracy.
All its technical advantages require stable and reliable system support.
The tracking system is required to have high current, high stability and certain guarantee for welding accuracy.
Project Requirements
For the welding requirements of submerged arc welding, MinYue Technology provides WRP-220 with MY302 multi-axis motion controller as a complete solution. This set of solutions to stability, reliability and lasting repeatability as the core, effectively ensure that the distance between the wire and the bevel sidewalls and dry elongation constant, so that the transition between the weld and the bevel sidewalls smooth, to achieve a good fusion of the sidewalls, welding slag automatically fall off, continuous and lasting automatic welding and other effects.
Reduce the user's PLC development workload through the sensor + motion controller complete set of solutions. Plug and play under the standard specialized machine, support linear, ring seam, delay tracking and other modes. This set of solutions to make welding truly automated, not only to save manpower, improve labor quality, from the technical level to further reduce the labor intensity of welders and welders technical level requirements, in order to ensure stable and reliable at the same time can achieve welding unmanned or less manned.
Functional Advantages
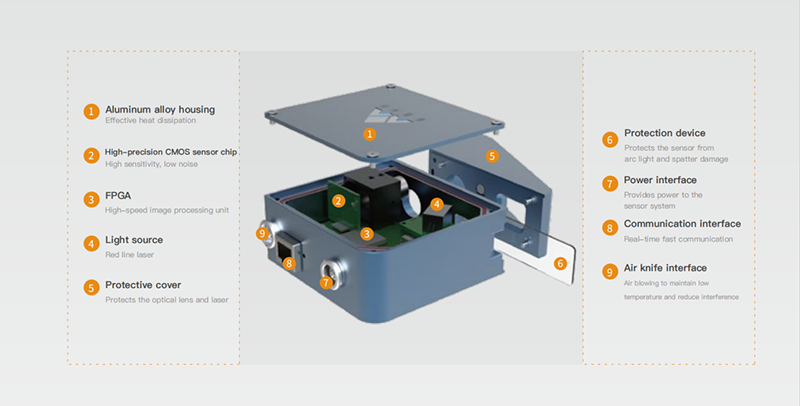
WRP-220 with MY302 multi-axis motion controller not only supports cross slide upgrading, but also supports multiple welding seam methods, including straight seam, circumferential seam, TIG, multi-layer channel, etc., to meet the multiple needs of the welding process. Strong anti-electromagnetic and arc light interference, large working distance, small size, and at the same time, there is a high level of defense, to meet the high-precision welding, applied to welding position finding and real-time tracking.
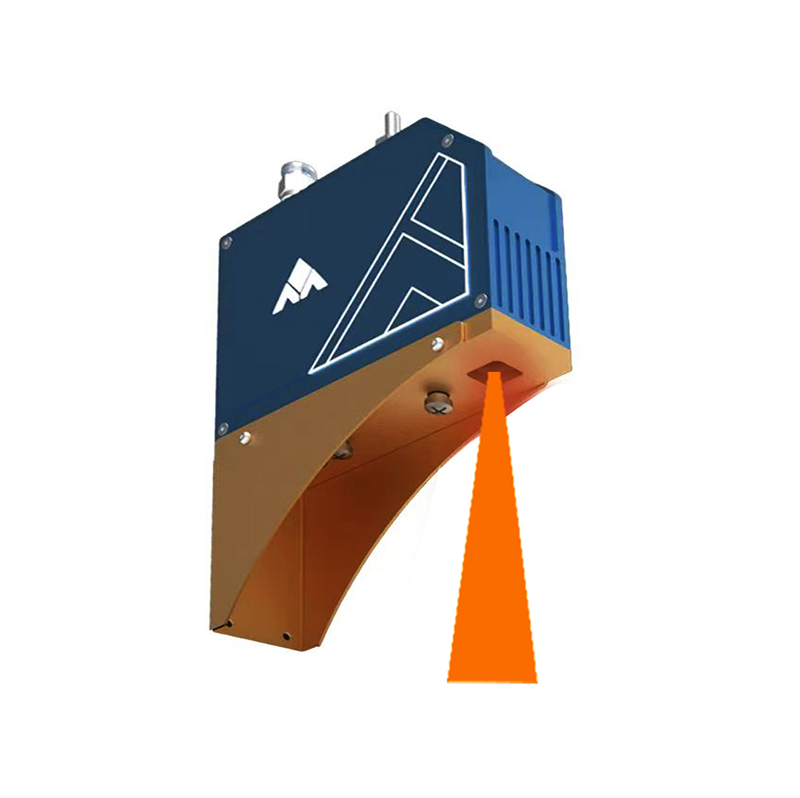
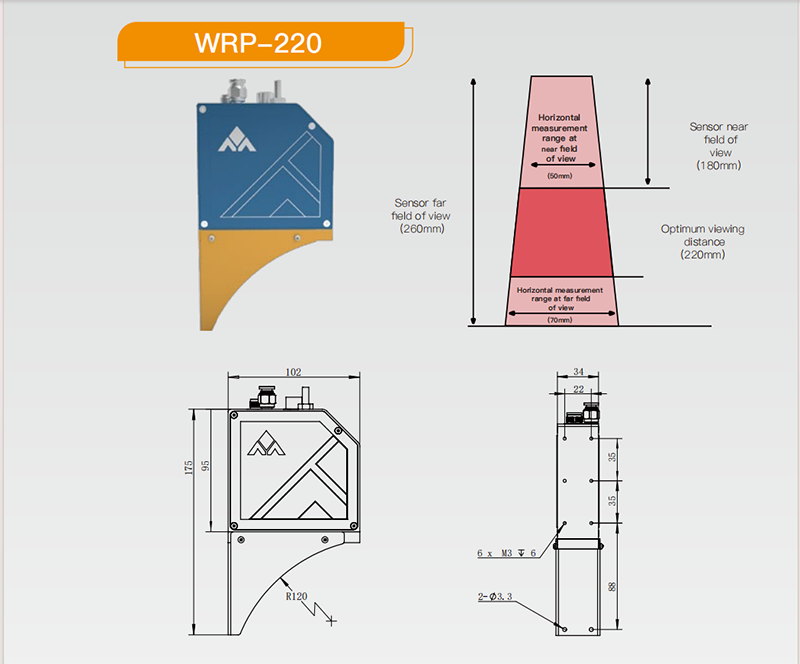
WRP-220 Laser seam tracking sensor
The laser seam tracking sensor uses a laser to irradiate the surface of the weld seam to form a laser light band, which is received and imaged by a high-definition camera. By algorithmic processing, the three-dimensional features of the weld seam are transformed into structured information, including welding joint coordinates, misalignment, gaps, etc. This information is transmitted to the robot controller, providing the robot with the required trajectory and process parameters for welding, guiding the robot to weld or correct workpiece deviations in real-time, and achieving perfect welding work. Compared to other solutions, laser seam tracking has the advantages of non-contact, high accuracy, fast speed, and good adaptability.
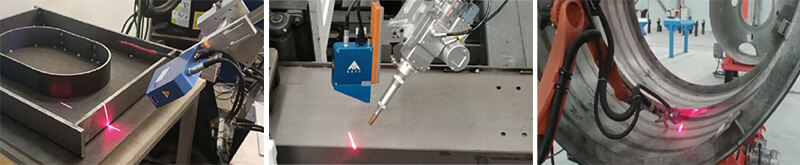
The sensor adopts linear structured light measurement, which has fast line imaging speed, no contact, and no mechanical movement; Strong adaptability, capable of outputting welding seam parameters; Fully embedded, with external industrial control computers and many other advantages, it is widely used in different types of automated welding. Regardless of the welding process, we can provide reliable support and stable performance to ensure excellent results in different welding scenarios.
The sensor is suitable for the most demanding applications, as it is insensitive to stray light, water and dust (IP67) and immune to electromagnetic radiation (EMC).
With Powerful Function.
01. position and deviation correction
The positioning and deviation correction function is used for flexible welding scenarios of different workpieces with the same model but inconsistent tolerances. This function ensures that no manual intervention is required when switching workpieces, and the robot is guided by the positioning and deviation correction system to achieve precise welding,
Two-Point positioning suitable for straight line 2D offset welds.
Multi-Point Positioning Suitable for multi-segment 2d offset welds
Segment Positioning Suitable for multi-segment 3d offset welds.
02 Real-time Tracking
The real-time tracking function is used in welding scenarios requiring high efficiency and no spatial interference. The sensor is fixed relative to the welding torch, and the welding torch automatically adjusts the welding path according to the 3D coordinate data.
03.Scanning and Automatic welding
The scanning and automatic welding function allows the sensor to first collect geometric information of the welds. This function is suitable for high- reflective,narrow welding spaces and complex weld scenarios.
Laser Seam Tracking
Laser Seam Tracking can detect high, low and left and right weld deviations.
Can detect splicing welds with small gaps.
Solve the problem of welding seam tracking for thin plate splicing.
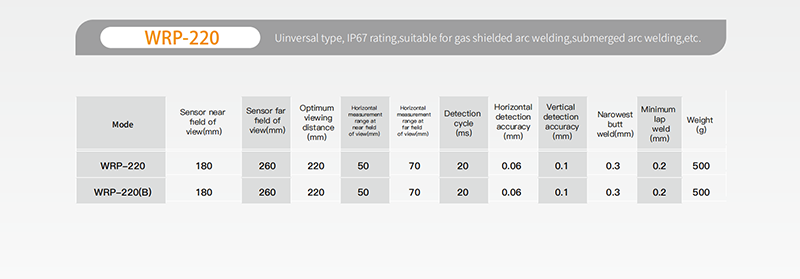
The Optimal observation distance is about 220 mm.
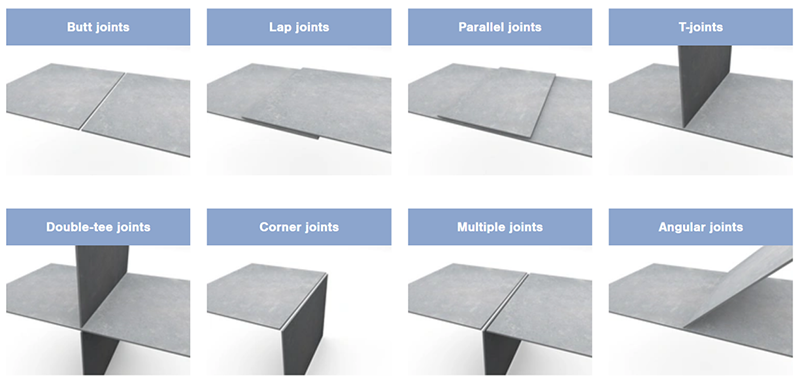
Support weld type
V-groove weld
Fillet weld
Hemming weld
Splicing weld
Lap welds, etc.
Universal model, IP67 protection level,Suitable for gas shielded welding,Submerged arc welding ect work scenario.


 EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK
