
У сучасному виробництві зварювання є одним із найважливіших методів процесу, його широко використовують у виготовленні машин, ядерній промисловості, нефтехімічній промисловості, авіакосмічній галузі та багатьох інших сферах. Зварювання як промисловий "швач", є дуже важливим способом обробки у промисловому виробництві, одночасно через наявність сварювальних димів, дуги, металевих брызг, умови роботи при зварюванні дуже погані, а якість зварювання має рішучий вплив на якість продукції.
З розвитком промислових роботів, сенсорів та штучного інтелекту, промислові сварювальні роботи поступово визволюють працівників від складних, небезпечних та навіть опасних місць зварювального виробництва. За даними IFR 2021, кількість промислових роботів, які працюють у заводських цехах у всьому світі, досягла рекордних 3 мільйонів, що на 10% більше за рік. За даними IFR 2018, 40% промислових роботів використовуються у сварювальній та розрізувальній промисловості.
Робот для зварювання від його появи до теперішнього часу, приблизно пережив три покоління: перше покоління - це режим роботи "вчитель-репродукція" (Teaching and playing) робота, через простоту управління, не потрібен моделю середовища, навчання може виправити помилки, що виникли через механічну структуру та інші особливості, було широко застосовано в промисловому виробництві зварювальних робіт. Друге покоління - це зварювальний робот на основі структурного середовища та типу програмування офлайн (Off-line programming), що поєднує отриману інформацію про зварювальне середовище та CAD/CAM дані деталей, використовуючи комп'ютерні графічні технології, офлайн планування та 3D динамічна симуляція зварювальних завдань. Цей вид зварювального робота загалом з'являється у формі "промисловий робот + офлайн програмування" робочої станції, наприклад, поширений третій бок офлайн програмного забезпечення RobotMaster, Sprutcam, RobotSmart на ринку та офлайн програмне забезпечення RobotStudio, Roboguide від виробників роботів. Третє покоління - це інтелектуальний (Intelligent) зварювальний робот, оснащений різноманітними сенсорами, який може програмувати та планувати незалежно від зварювального середовища після отримання оперативних інструкцій. Завдяки складності його технології та запізненню штучного інтелекту, це покоління зварювальних роботів знаходиться на експериментальному дослідженні. На даний момент кілька виробників в Україні та за кордоном мають пов'язані продукти. Автор називає друге покоління офлайн програмного забезпечення моделюванням програмування роботів, а третє покоління - автоматичним програмуванням на основі моделювання з використанням візуального аналізу.
Наступний контент є сухими товарами, які подаються з точки зору автора особисто, і не повністю представляють офіційну позицію мін Йо технологій. У процесі виробництва на заводі, з'єднання та розріз мають високу надійність та вимоги до процесу. Чисто візуальні схеми розрізу та з'єднання придатні для академічних досліджень, але поточний промисловий середовище не є придатним для них або є придатним лише для конкретної підділянки сценаріїв. Причины наведені нижче. По-перше, після збору даних про середовище (деталь), робот для з'єднання повинен судити та обчислювати положення з'єднання або розрізу деталі, що є проблемою, подібною до технології автономного управління рівня 4. Труднощі включають: 1. Зібрані дані втрачаються або не є достатньо точними; 2. Навіть якщо дані відповідають вимогам, як автоматично та надійно витягувати шов з складних точкових облаків даних чи зображення; 3. Витягування маршруту обробки та як визначати процес з'єднання та розрізу, що є складнішим за перші дві точки.
Порівняння програми навчання без екзамену третєї та четвертої генерації
| схема | Навчання без моделі | На основі моделювання та зору |
| Метод планування траєкторії робота | Реалізація планування робота за допомогою даних середовища, виявленого сенсорами, та у kombінації з алгоритмом кінематики робота. | Використання моделей робота, робочої станції та деталі, згідно з позицією сварювання в моделі деталі, та у kombінації з алгоритмом кінематики робота. |
| Чи потрібна участь перед виробництвом | Потрібні ручні інструкції або процедури зорового сканування | Траєкторія, яка має бути оброблена, повинна бути позначена з модуля номера деталі наперед |
| втручатися;інтерферувати;втручатися | Виберіть трасу для обробки з хмари сканування або автоматично розрахуйте за налаштованими правилами. | Жодного втручання |
| Повні перспективні дані | потрібно | недоречний |
| точна локалізація | потрібно | потрібно |
| Надійність | Загальне | Сильний |
| універсальна властивість | Жодної загальності | Сильний |
У цьому випадку, чутлива технологія використовується в CAD/CAM, робототехніці та 3D баченні, штучному інтелекті, накопичення протягом років, в існуючих витренированих програмних засобах інтелектуального програмування роботів та 3D візуальних сенсорів, на основі другої та третьої генерації двох переваг програмування, запропоновано четверту генерацію вільного навчання автоматичного програмування - а саме програмування на основі моделі драйвера та візуального сенсора.

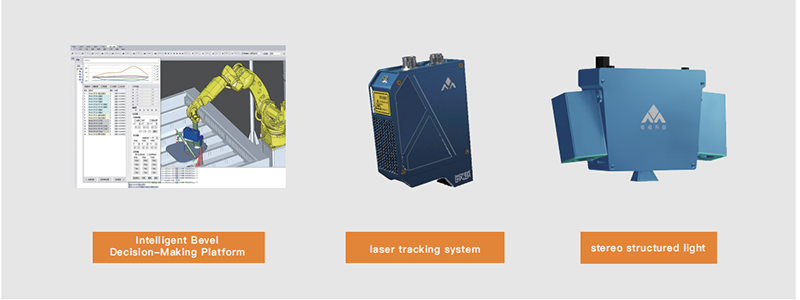
Як показано на рисунку вище, перед виробництвом траєкторія робота використовується для планування модуля номера деталі. Визначте відповідний процес кожного елемента шляхом анотації моделі та автоматичного витягування. Проте існують відмінності між цифровим офлайн-програмним забезпеченням та реальним робочим місцем, включаючи відхилення між моделлю та реальною деталлю, а також деформацію під час процесів зварювання та розрізання. Для цієї проблеми використовуються 3D візуальні сенсори різних масштабів для грубого та точного позиціонування траєкторій. За допомогою комбінації різних сенсорів можна задовольнити вимоги великої області програмування (більше 100 мм) та високої точності (менше 0,1 мм) компенсації траєкторій. Цей план є високоступіневим, у процесі виробництва немає людського втручання, а комбінація цифрових анологічних даних та вимірювальних даних сенсорів покращує надійність.
Операція офлайн-програмного забезпечення RobotSmart детально описана нижче. Взявши за приклад безкоштовне навчання зварюванню передньої вертикальної стовпчини компонента низькосповільного електричного трициклу, пояснимо процес операцій.
Крок 1: відкрийте програму та увійдіть до модуля зварювання. За робочим органом вибір полягає у тому, щоб використовувати перший прохід перед зварюванням, локалізацію або трекінг. Другий крок - це вибір робочого органу та краю для зварювання для планування траєкторії та автоматичних обчислень процесу.
Зазначимо, що на даний момент RobotSmart підтримує чотири сім'ї роботів і широкий спектр роботів. Лінійний лазерний сенсор підтримує лише моделі HA, WR та LDW компанії Minyue Technology, а також підтримує бінарний структурний світлощутливий, включаючи SmartEye Vision WR Yue самостійно розроблену серію R/HA.
 EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK
