EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK



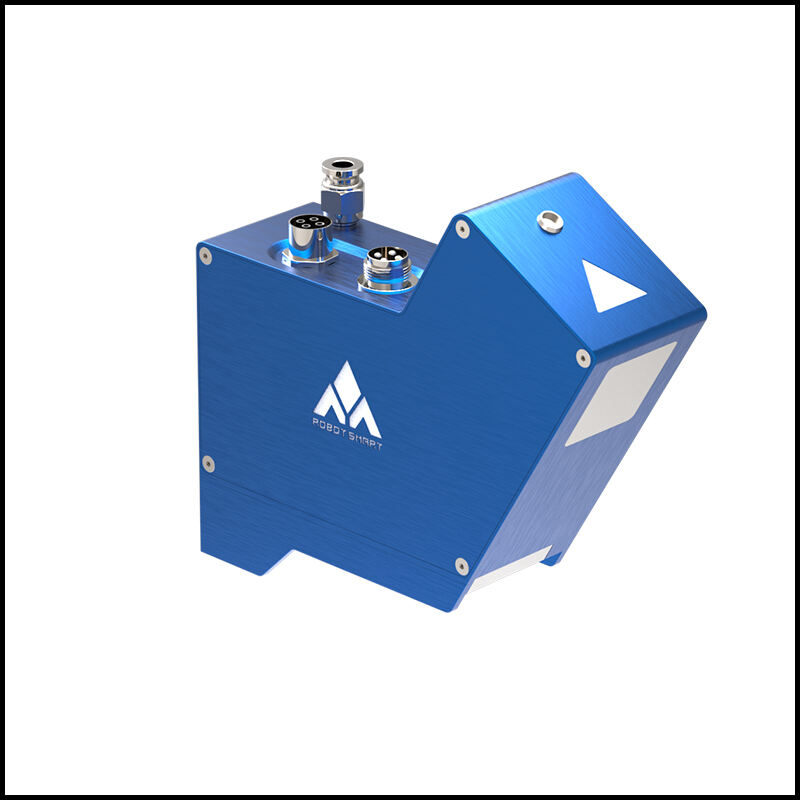
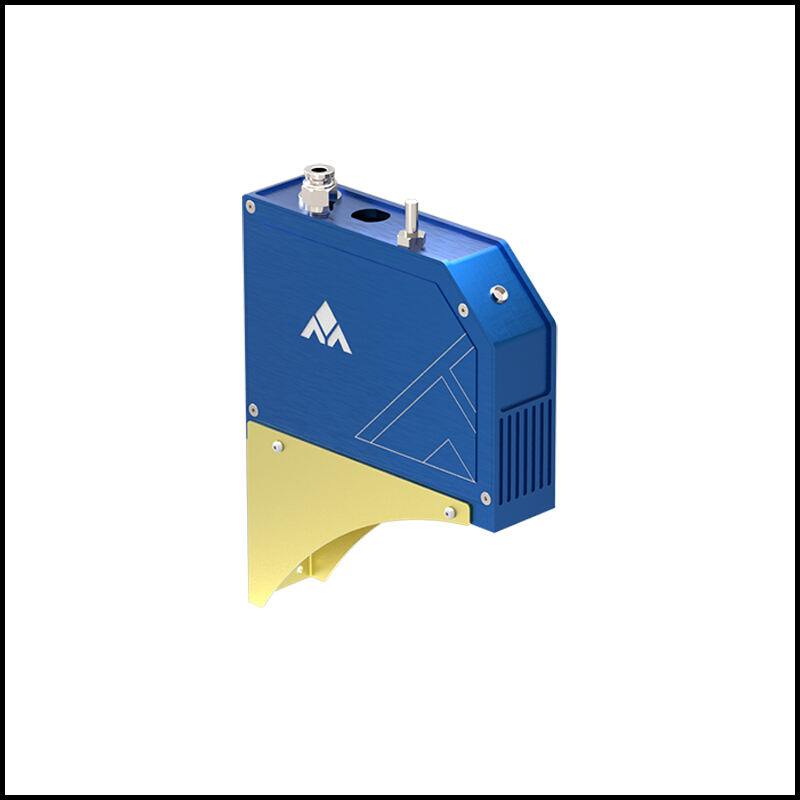
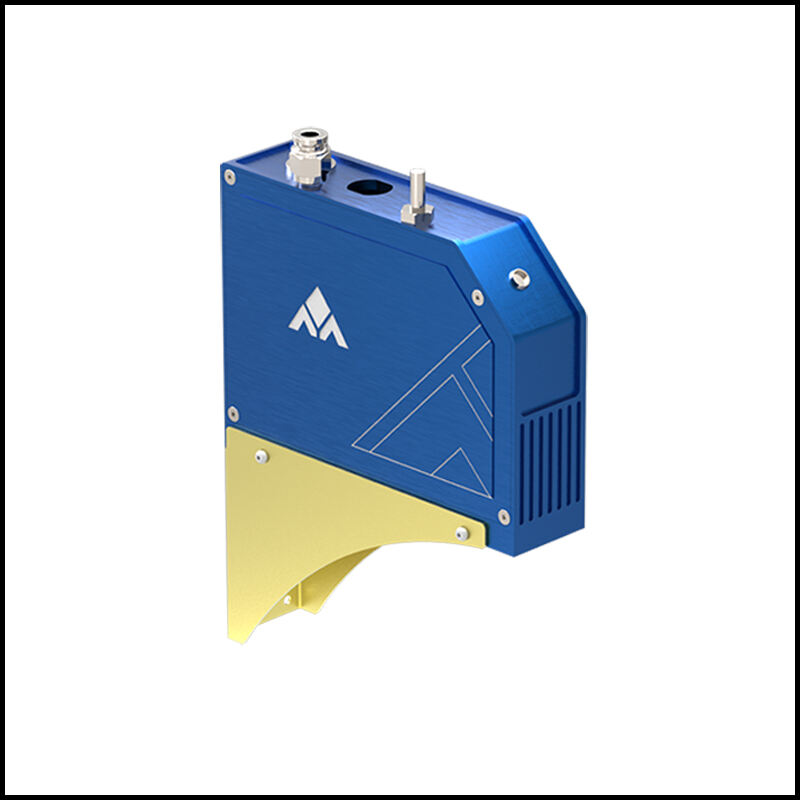
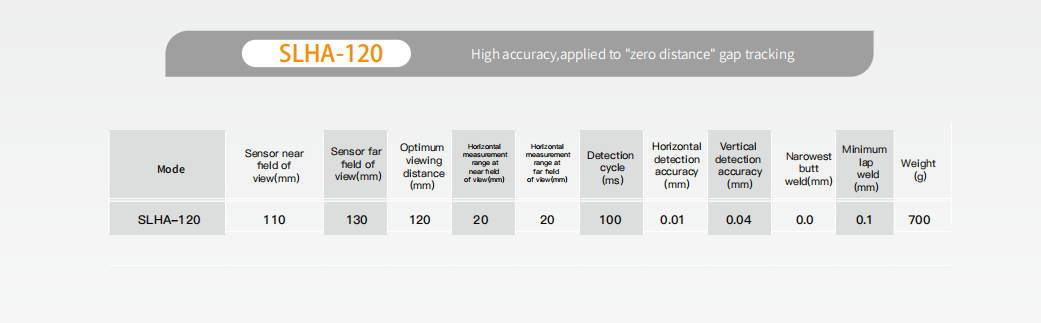
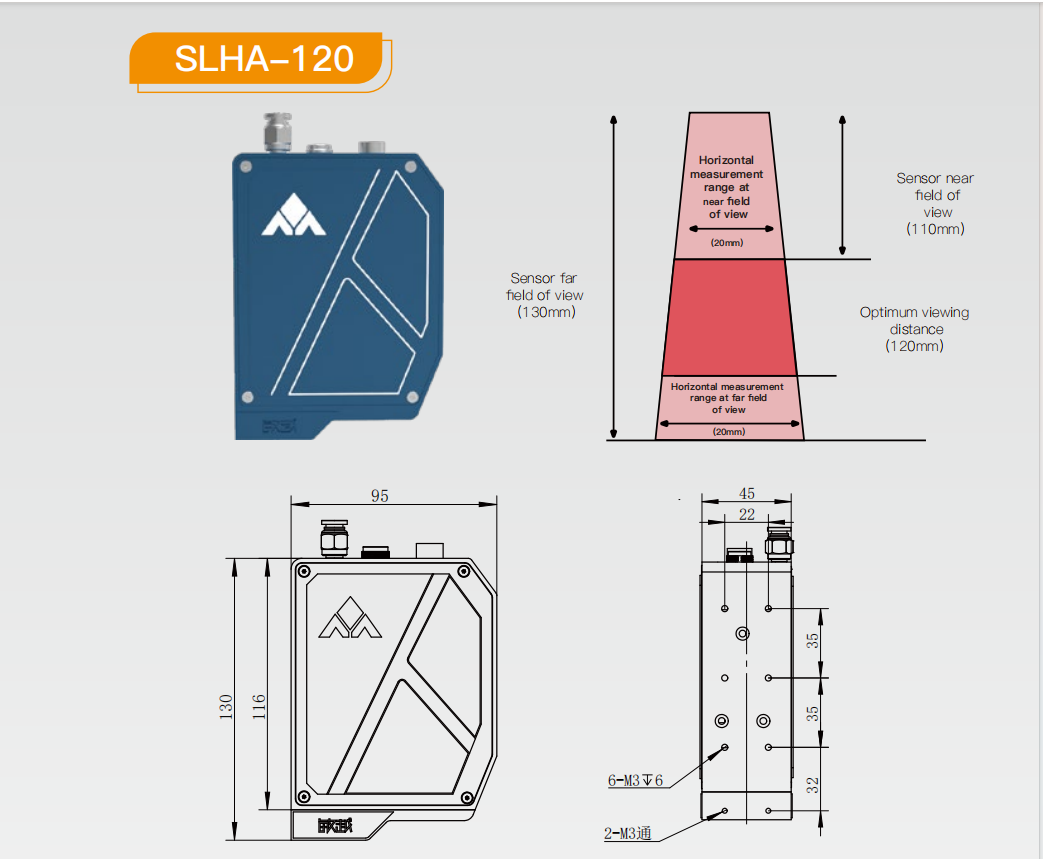
SLHA-120 Laser Kaynak İz Takip Sensörü
Konum bulma, gerçek zamanlı izleme, tarama ve otomatik kaynaklama fonksiyonuyla.
- Genel Bakış
- Robot markası destekler
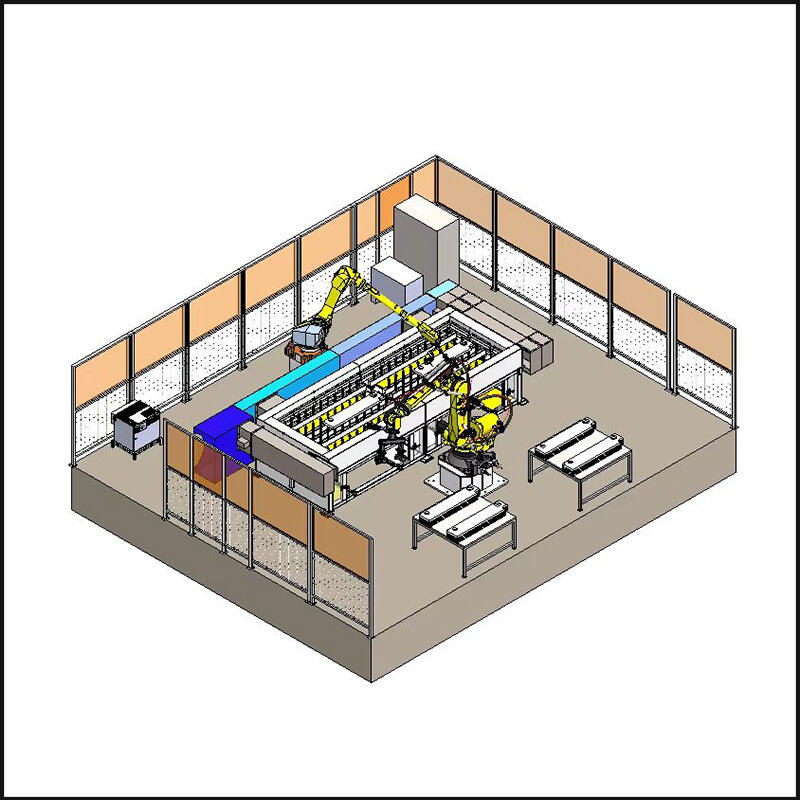
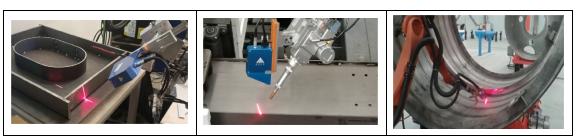
Lazer kaynak izi takip sensörü, kaynak jantının yüzeyini lazerle ıslatarak bir lazer ışık bandı oluşturur ve bu görüntü yüksek tanımlı bir kamera tarafından alınır ve imgeleştirilir. Algoritmik işleme ile kaynak jantının üç boyutlu özelliklerinden yapılandırılmış bilgilere dönüştürülür; bunlar kaynak eklemi koordinatları, hizasızlıklar, boşluklar vb. içerir. Bu bilgiler robot kontrolörüne aktarılır ve robotun kaynak için gereken yörünge ve süreç parametrelerini sağlar, robotu gerçek zamanlı olarak iş parçacıklarının sapmalarını düzeltmek veya kaynaklamak için yönlendirir ve mükemmel bir kaynak işlemi elde edilmesini sağlar. Diğer çözümlerle karşılaştırıldığında, lazer kaynak izi takibi temassız, yüksek doğruluk, hızlı hız ve iyi uyumluluk gibi avantajlara sahiptir.

Sensör, hızlı çizgi görüntüleme hızı, temassız ve mekanik hareketsizlik gibi özelliklere sahip lineer yapılandırılmış ışık ölçümünü kullanır; Güçlü uyumluluk, kaynak ekstrüzyon parametrelerini çıktılayabilme yeteneğine sahiptir; Tam gömülü bir sistemdir, dıştaki endüstriyel kontrol bilgisayarları ve birçok diğer avantajı vardır, farklı otomatik kaynak ekstrüzyon türlerinde yaygın olarak kullanılır. Kaynak ekstrüzyon sürecine bakılmaksızın, farklı kaynak ekstrüzyon senaryolarında mükemmel sonuçlar almak için güvenilir destek ve istikrarlı performans sağlayabiliriz.
Tam grafiksel yazılım arayüzü, parametre ayarlama süreci, yardım menüsü ayrıntıları, profesyonel olmayanlar da hızlıca başlayabilir
*Sıfır açıklık algılama, bu işlevle donatılmış sensörlerin 0.1mm'den küçük açıklıkları tanımalarını sağlar
*Görüş mesafesi yalnızca referans amaçlıdır ve belirli kullanıcı gereksinimlerine göre ayarlanabilir
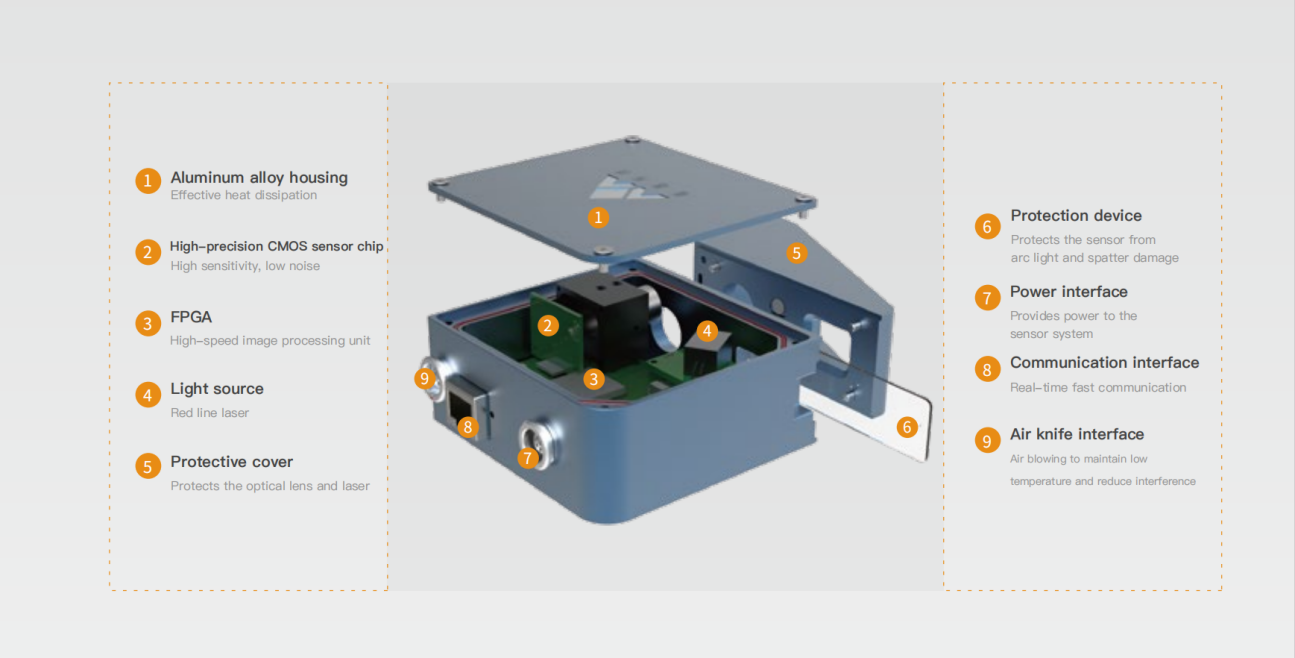
Sensör, ışıksız ışık, su ve toz (IP67) etkisiz olduğu ve elektromanyetik radyasyona (EMC) karşı bağışıklık gösterdiği için en zorlayıcı uygulamalar için uygun durumdadır.
Güçlü Özelliklerle.
01. konum ve sapma düzeltmesi
Konum ve sapma düzeltme fonksiyonu, aynı modelde ancak toleranslarda tutarsızlık olan farklı parçaların esnek kaynak ekstrüzyon senaryoları için kullanılır. Bu fonksiyon, parçalar arasında geçiş yaparken el ile müdahaleye gerek kalmadan, robotun konum ve sapma düzeltme sistemi tarafından yönlendirilmesini sağlar ve hassas kaynak ekstrüzyonunu gerçekleştirmesini sağlar.
Doğru çizgi 2B ofset kaynak ekstrüzyonu için iki nokta konumlandırma.
Çok Nokta Konumlandırma: Çok segmentli 2B ofset kaynakları için uygun.
Segment Konumlandırma: Çok segmentli 3B ofset kaynakları için uygun.
02 Gerçek Zamanlı İzleme
Gerçek zamanlı izleme fonksiyonu, yüksek verimlilik gerektiren ve uzaysal karışıklık olmayan kaynak senaryolarında kullanılır. Sensör, kaynağına göre sabit tutulur ve kaynağı otomatik olarak 3B koordinat verilerine göre kaynak yolu ayarlar.
03. Tarama ve Otomatik Kaynaklama
Tarama ve otomatik kaynaklama fonksiyonu, sensörün önce kaynak çizgilerinin geometrik bilgilerini toplamasına olanak tanır. Bu fonksiyon, yüksek yansıtıcı, dar kaynak alanları ve karmaşık kaynak senaryoları için uygundur.
Lazer Çizgi İzleme
Lazer Çizgi İzleme, yüksek, düşük ve sağ-sol kaynak sapmalarını algılayabilir.
Küçük aralıklı birleştirme kaynaklarını algılayabilir.
İnce plakaların birleştirilmesi için kaynak çizgisi izleme problemini çözer.
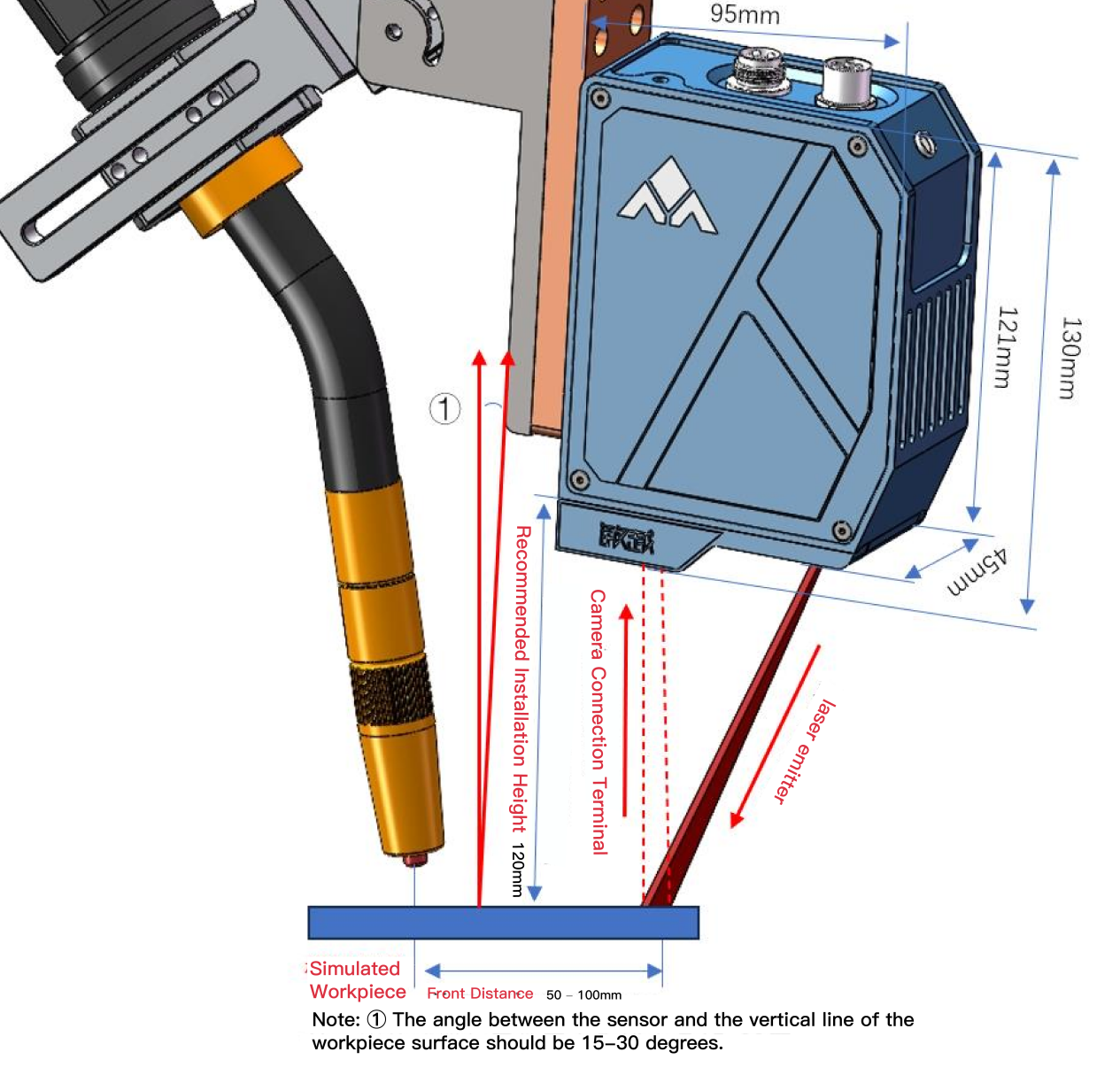
En iyi gözleme mesafesi yaklaşık 120 mm'dir.
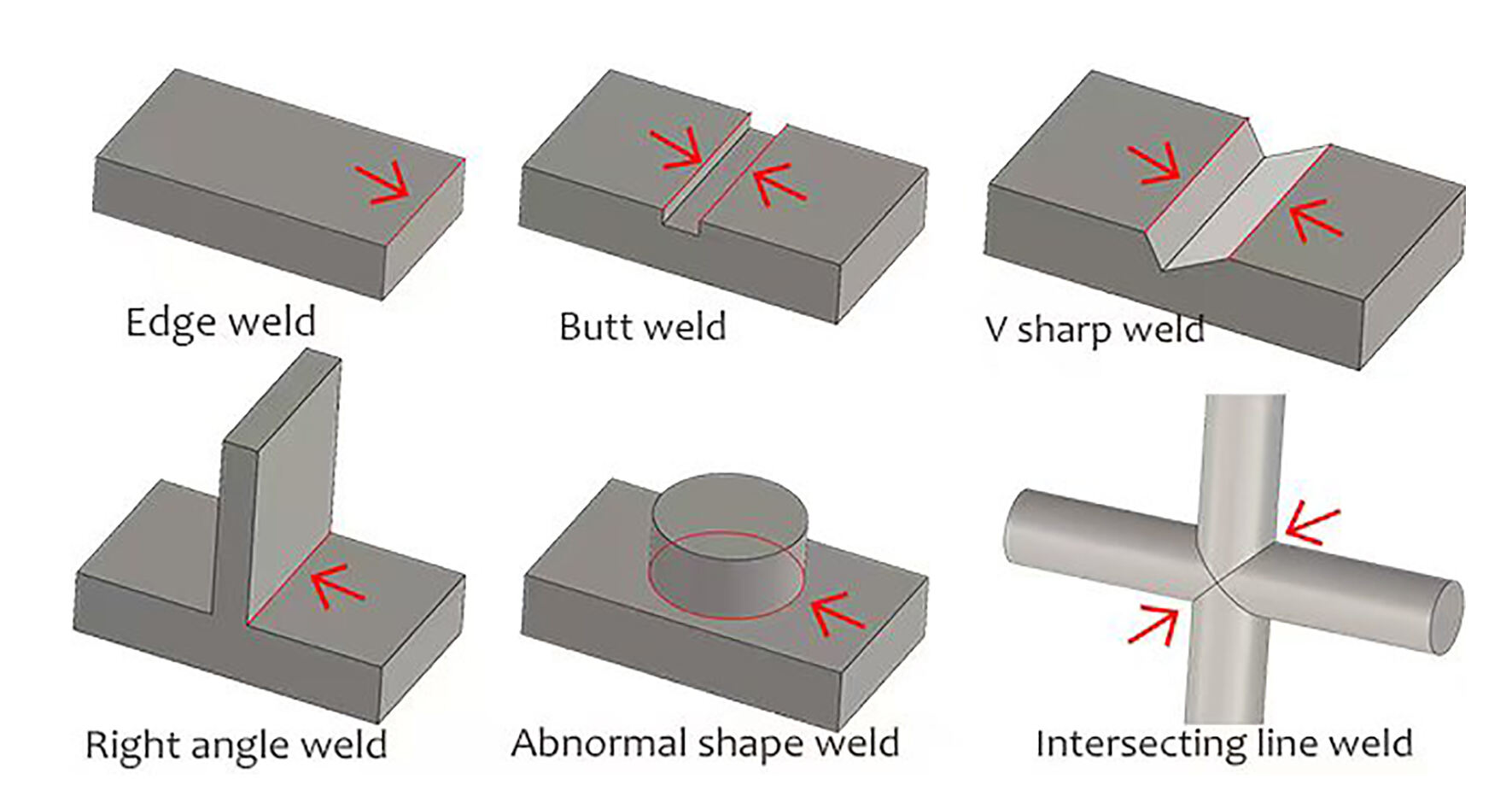
Destek kaynak türü
V-yuvarlak kaynağı
Köşe kaynağı
Kenar birleştirme kaynağı
Bölme kaynağı
Kat katmanlı kaynaklar, vb.
Yüksek hassasiyet, sıfır eğimli kaynak jantları. Stainless çelik endüstrisindeki kaynak operations için uygundur.
Yüksek yansımaları ve parlatma ortamı için mavi lazer ışığıyla. Özenle alüminyum alaşımının lazer kaynaklı kaynaklanmasında kullanılan welding işlemi için tasarlandı.
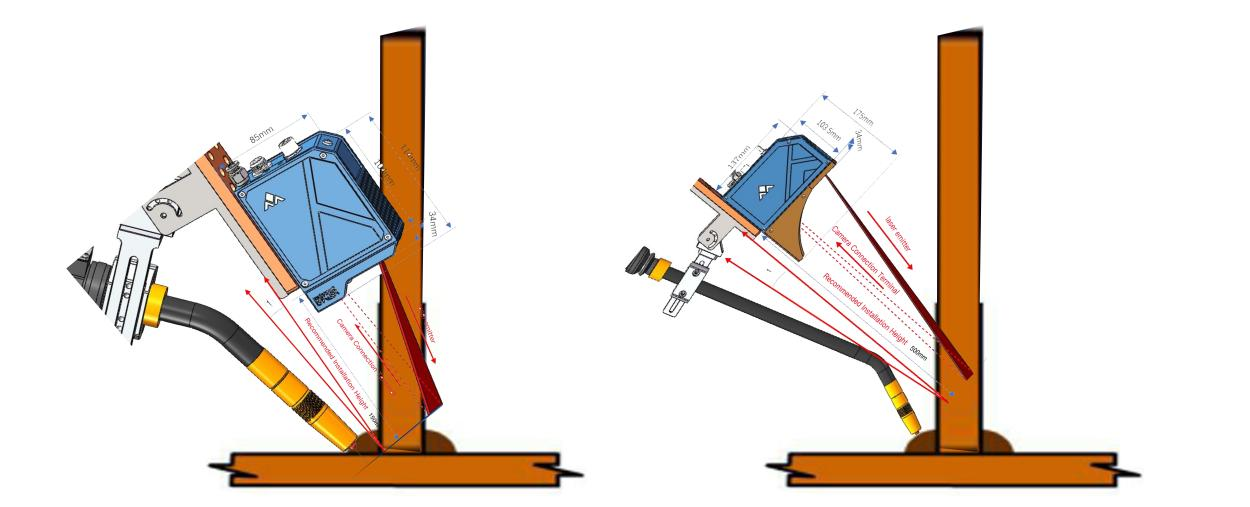
Lütfen sensörün iş parçacığı ile çakışmasını önlemek için uygulamanın gerçek kapsamına göre türünü mantıklı bir şekilde seçin, robot yükü genellikle 20KG olması gerekir.
İşbirliği Ortağı

Robot markası destekler