EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK



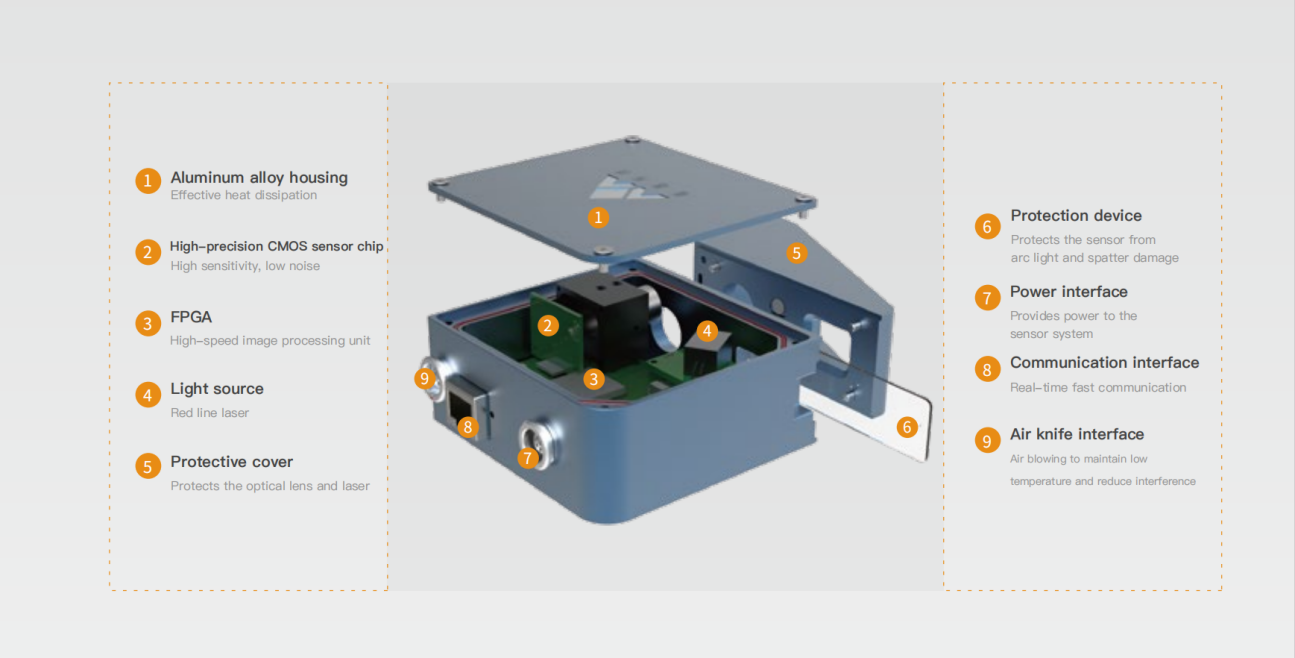
- Genel Bakış
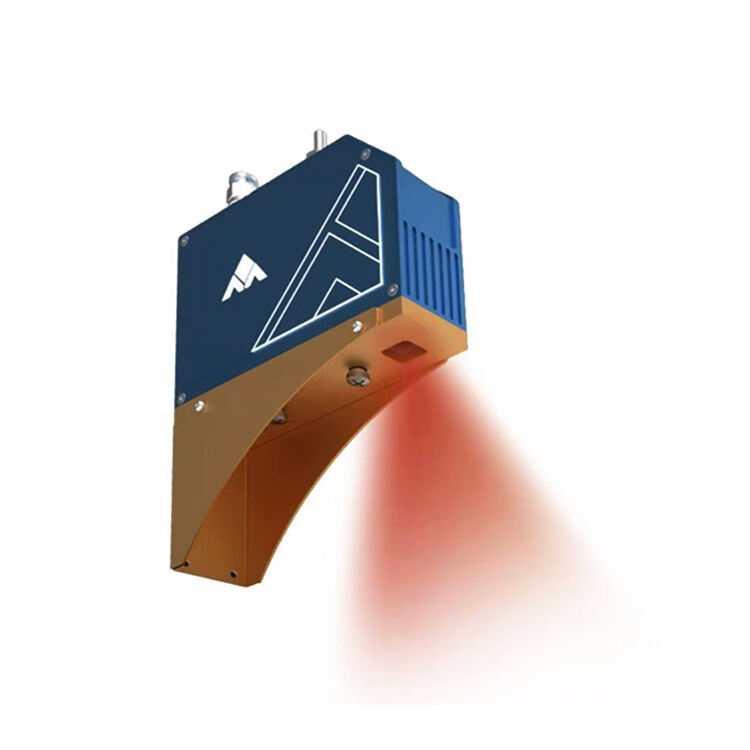
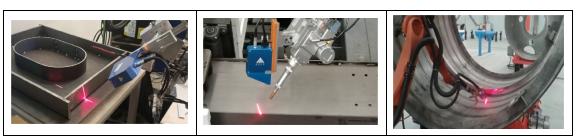
Lazer dikiş izleme sensörü, kaynak dikişinin yüzeyini lazerle ışınlayarak bir lazer ışık bandı oluşturur ve bu bant yüksek çözünürlüklü bir kamera tarafından alınır ve görüntülenir. Algoritmik işleme ile kaynak dikişinin üç boyutlu özellikleri, kaynak eklem koordinatları, hizalama hataları, boşluklar vb. dahil olmak üzere yapılandırılmış bilgilere dönüştürülür. Bu bilgiler robot kontrol cihazına iletilir, robota kaynak için gerekli yörünge ve işlem parametreleri sağlanır, robot gerçek zamanlı olarak kaynak yapmak veya iş parçası sapmalarını düzeltmek için yönlendirilir ve mükemmel kaynak çalışması elde edilir. Diğer çözümlerle karşılaştırıldığında, lazer dikiş izleme temassız, yüksek doğruluk, hızlı hız ve iyi uyarlanabilirlik avantajlarına sahiptir.

Sensör, hızlı hat görüntüleme hızına, temassızlığa ve mekanik harekete sahip doğrusal yapılandırılmış ışık ölçümünü benimser; Güçlü uyarlanabilirlik, kaynak dikişi parametrelerini çıktı olarak verme yeteneği; Tamamen gömülü, harici endüstriyel kontrol bilgisayarları ve diğer birçok avantajla, farklı tipte otomatik kaynak işlemlerinde yaygın olarak kullanılır. Kaynak sürecinden bağımsız olarak, farklı kaynak senaryolarında mükemmel sonuçlar sağlamak için güvenilir destek ve istikrarlı performans sağlayabiliriz.
Tam grafiksel yazılım arayüzü, parametre ayarlama süreci, yardım menüsü ayrıntıları, profesyonel olmayanlar da hızla başlayabilir
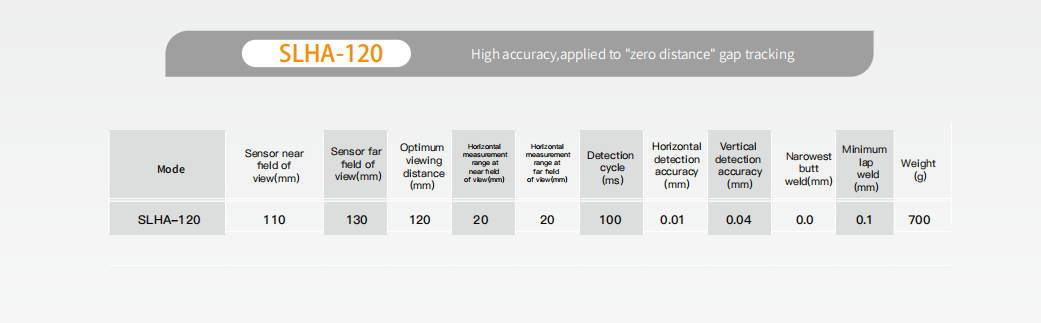
*Sıfır boşluk algılama, 0.1 mm'nin altındaki boşlukları tespit etmek için kullanılabilen bu işlevle donatılmış sensörleri ifade eder
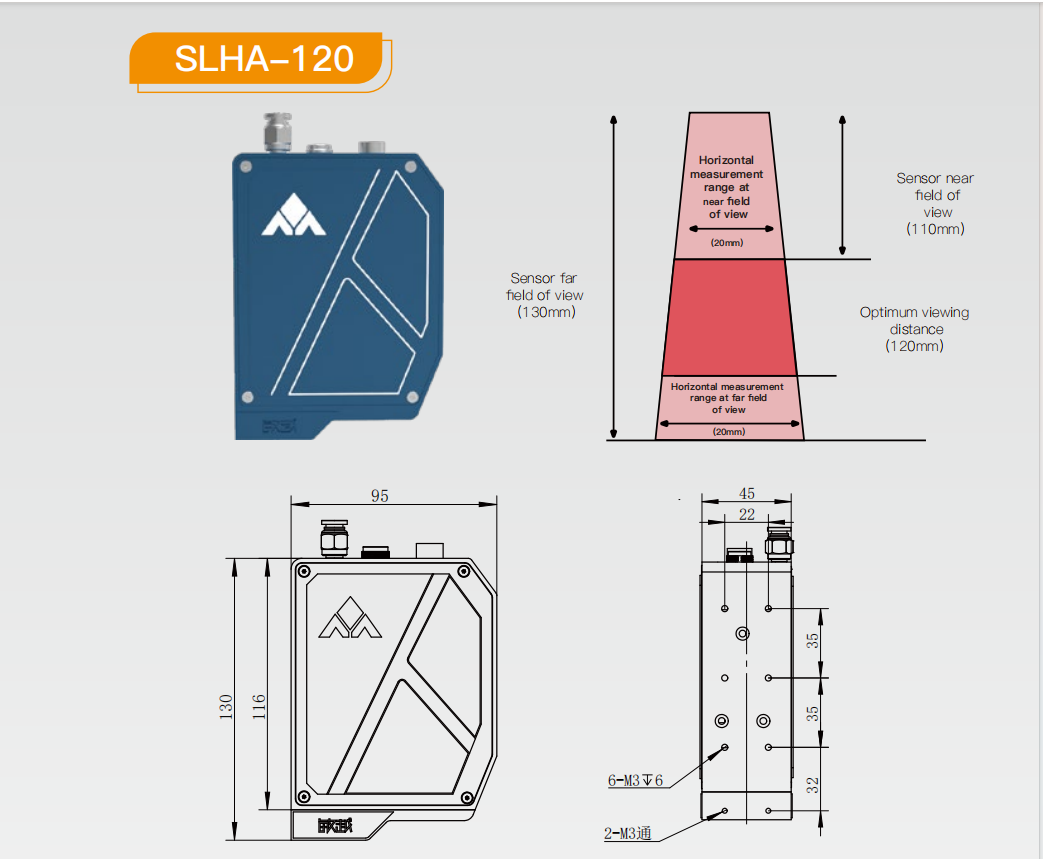
*Görüş mesafesi yalnızca referans amaçlıdır ve belirli kullanıcı ihtiyaçlarına göre ayarlanabilir
Sensör, kaçak ışığa, suya ve toza karşı duyarsız (IP67) ve elektromanyetik radyasyona (EMC) karşı bağışık olduğundan en zorlu uygulamalar için uygundur.
Güçlü Fonksiyona Sahip.
01. pozisyon ve sapma düzeltmesi
Konumlandırma ve sapma düzeltme işlevi, aynı modele sahip ancak tutarsız toleranslara sahip farklı iş parçalarının esnek kaynak senaryoları için kullanılır. Bu işlev, iş parçaları değiştirilirken manuel müdahaleye gerek kalmamasını sağlar ve robot, hassas kaynak elde etmek için konumlandırma ve sapma düzeltme sistemi tarafından yönlendirilir,
Düz hat 2D ofset kaynaklarına uygun İki Nokta konumlandırma.
Çok Noktalı Konumlandırma Çok segmentli 2d ofset kaynaklarına uygundur
Segment Konumlandırma Çok segmentli 3d ofset kaynaklar için uygundur.
02 Gerçek Zamanlı Takip
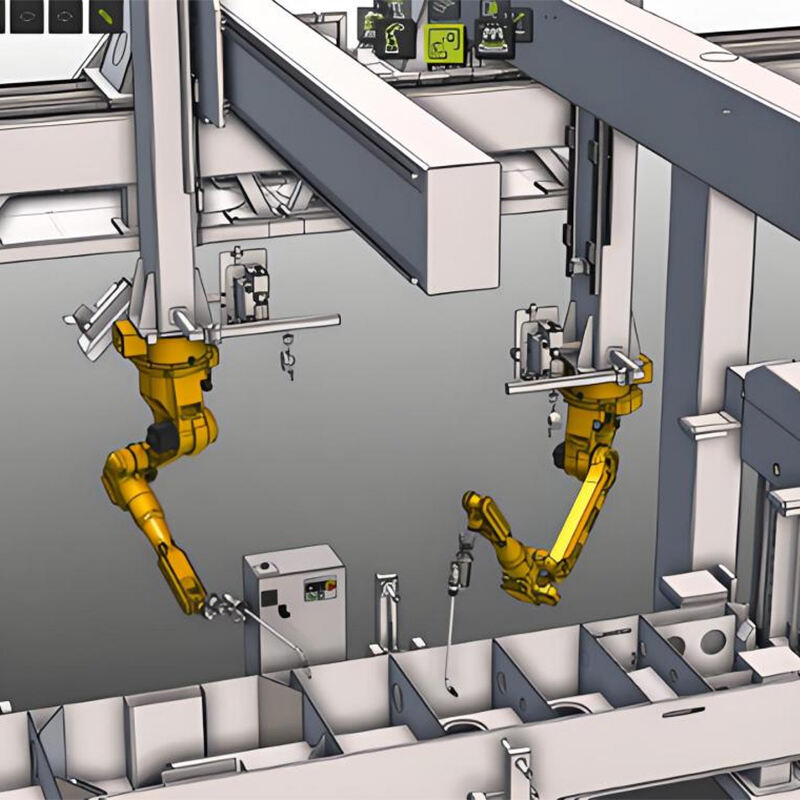
Gerçek zamanlı izleme fonksiyonu, yüksek verimlilik ve mekansal müdahale gerektirmeyen kaynak senaryolarında kullanılır. Sensör kaynak torcuna göre sabittir ve kaynak torcunun kaynak yolunu 3B koordinat verilerine göre otomatik olarak ayarlar.
03.Tarama ve Otomatik kaynak
Tarama ve otomatik kaynak fonksiyonu, sensörün öncelikle kaynakların geometrik bilgilerini toplamasına olanak tanır. Bu fonksiyon, yüksek yansımalı, dar kaynak alanları ve karmaşık kaynak senaryoları için uygundur.
Lazer Dikiş Takibi
Lazer Dikiş Takibi, yüksek, alçak ve sağ-sol kaynak sapmalarını tespit edebilir.
Küçük boşluklu birleştirme kaynaklarını tespit edebilir.
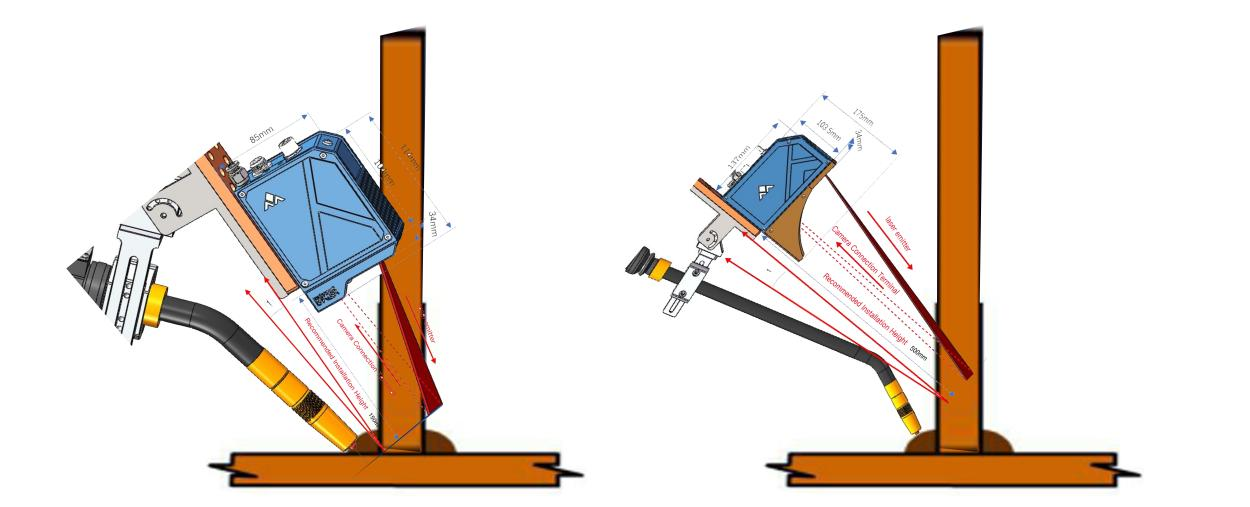
İnce levha birleştirmelerinde kaynak dikişi izleme sorununu çözün.
Optimum gözlem mesafesi yaklaşık 120 mm'dir.
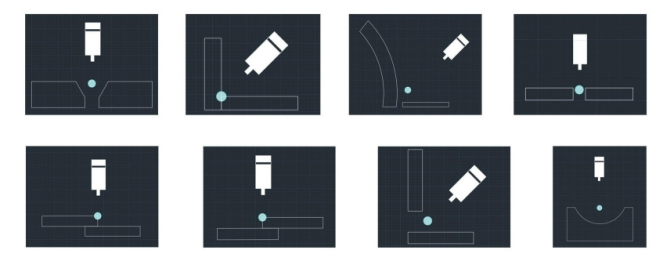
Destek kaynak tipi
V-oluk kaynağı
Dolgu kaynağı
Kenar kaynak
Ekleme kaynağı
Bindirme kaynakları vb.
Yüksek hassasiyetli, sıfır adımlı kaynaklar. Paslanmaz çelik kaynaklı endüstri için uygundur.
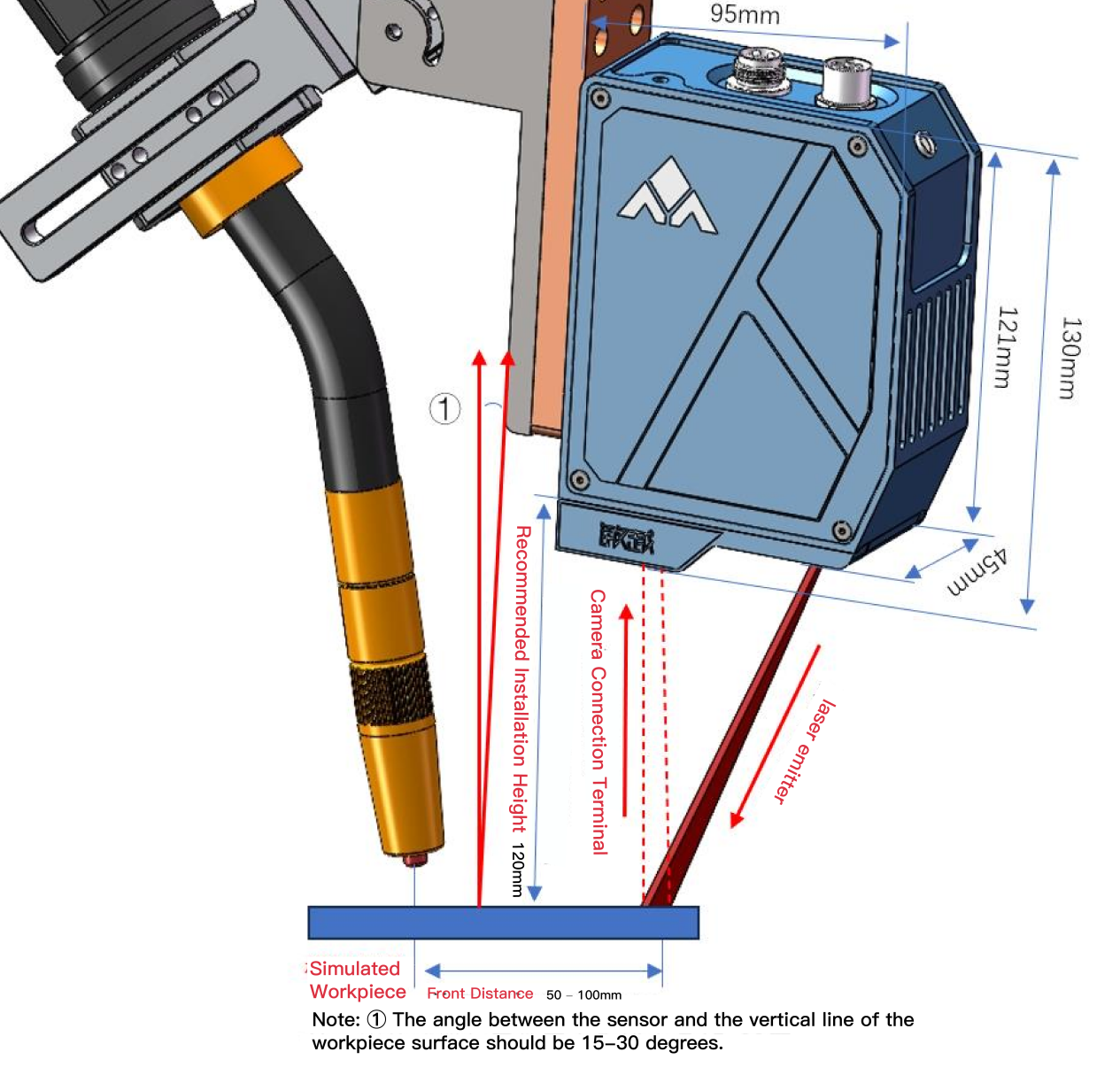
Uygulama kapsamına göre tipi makul bir şekilde seçin, iş parçası çarpışma sensörünü önleyin, robot yükü genellikle 20 KG'ye ihtiyaç duyar.