EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK


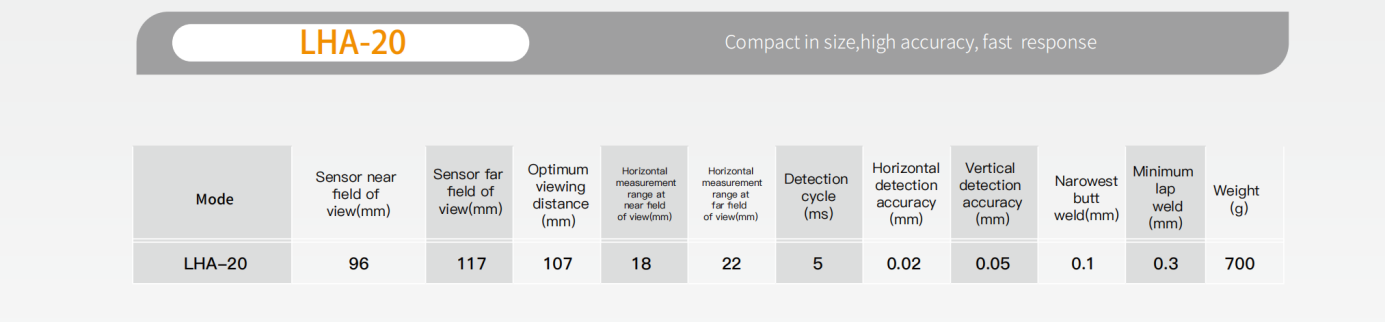
LHA-20 Laser senzor za praćenje jahiznih šava
Sa funkcijama pronađivanja pozicije, stvarno-vremenskog praćenja, skeniranja i automatskog savijanja.
- Pregled
- Podržani robot brand
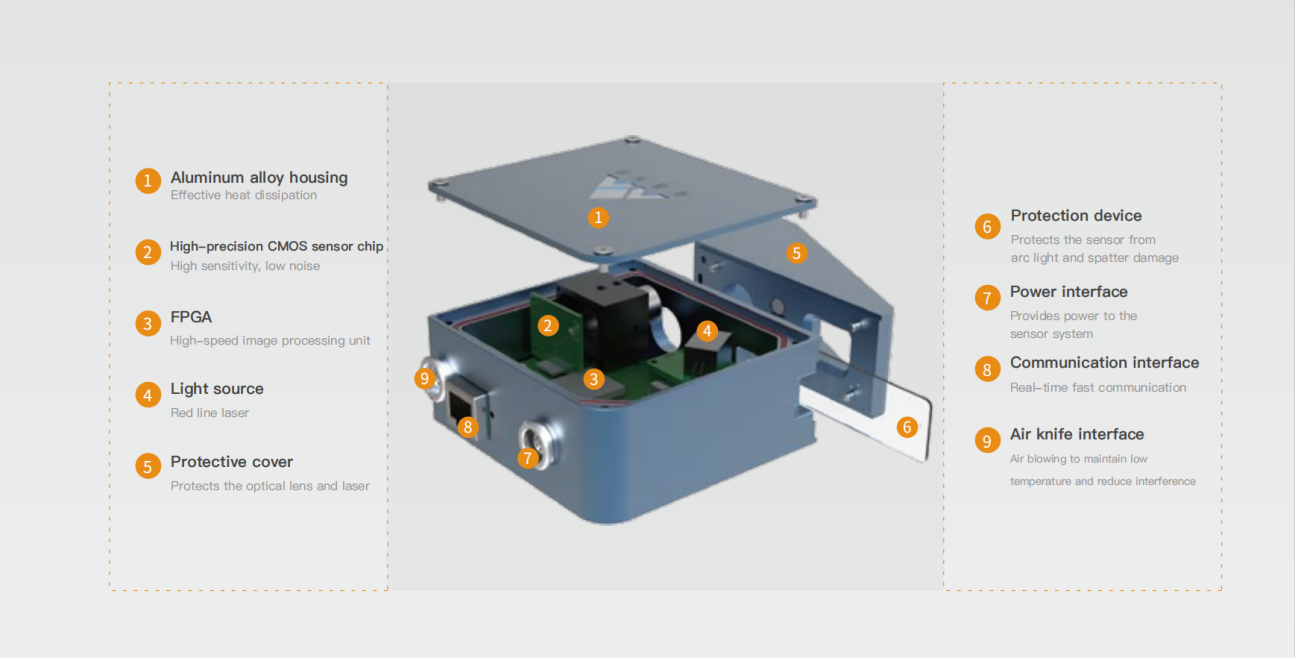
Senzor za praćenje vretnih jazova koristi laser da osvetli površinu vretnog jaza i formira laserovu svetlosnu traku, koja se prihvata i slikaju high-definition kamerom. Putem algoritamske obrade, trodimenzionalne karakteristike vretnog jaza transformišu se u struktuirane informacije, uključujući koordinate spajnih veza, pomake, razmake itd. Ove informacije se šalju kontroleru robota, pružajući robotu potrebne trajektorije i procesne parametre za vretenje, što vodi robota da izvrši vretenje ili ispravi odstupanja radnog dela u stvarnom vremenu, postižući savršeno vretenje. U poređenju sa drugim rešenjima, praćenje vretnih jazova lasrom ima prednosti ne-kontaktne metode, visoke tačnosti, brze brzine i dobre prilagodljivosti.
Senzor koristi linearno strukturirano svetlo za merenje, što omogućava brzu linijnu sliku, bez kontakta i bez mehaničkog kretanja; Moćna prilagodljivost, sposobna da izbaci parametre za svarivanje; Potpuno ugrađeno, sa spoljnim industrijskim računarskim sistemima i mnogim drugim prednostima, široko se koristi u različitim vrstama automatskog svarivanja. Bez obzira na postupak svarivanja, možemo pružiti pouzdanu podršku i stabilnu performansu kako bismo osigurali odlične rezultate u različitim scenarijima svarivanja.
Potpuno grafički softverski interfejs, proces podešavanja parametara, detaljni meni pomoći, čak i ne-stručnjaci mogu brzo početi sa radom.
*Detekcija nule rastega se odnosi na senzore opremljene ovom funkcijom, koje mogu da identifikuju rastegove ispod 0.1mm
*Razdalja opazovanja je le za referenco in jo morda prilagodite glede na posebne potrebe uporabnika
Senzor je odgovarajući za najzahtevnije primene, jer je neosetljiv na strane svetlosti, vodu i prah (IP67) i imun na elektromagnetsku radijaciju (EMC).
Sa Moćnom Funkcijom.
01. korekcija pozicije i odstupanja
Funkcija korekcije pozicije i odstupanja se koristi za fleksibilne scenarije svarivanja različitih radnih delova istog modela ali sa neusaglašenim tolerancijama. Ova funkcija osigurava da pri prelasku na druge radne delove nije potrebno ručno zasaganje, a robot je vodjen sistemom za korekciju pozicije i odstupanja kako bi se postigla precizna svarivanja.
Pozicioniranje u dve tačke koje je pogodno za ravne linije 2D pomeračnih svarivanja.
Višetaktne pozicioniranje Odgovara za više-segmentne 2D pomake pri spajanju
Pozicioniranje segmenta Odgovara za više-segmentna 3D pomaka pri spajanju.
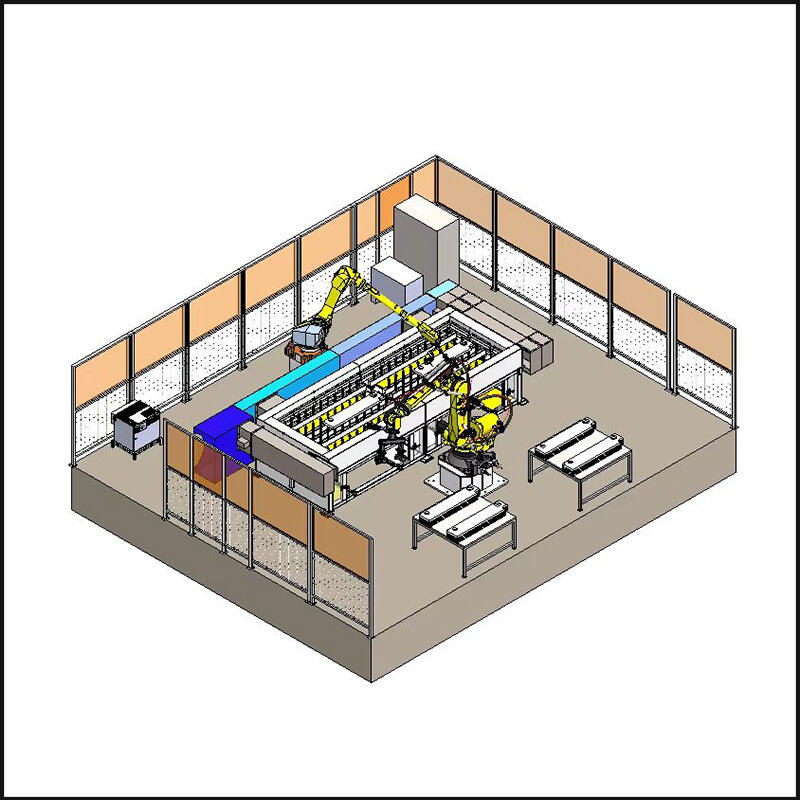
02 Stvarno-vremenski praćenje
Funkcija stvarno-vremenskog praćenja koristi se u scenarijima spajanja koji zahtevaju visoku efikasnost i bez prostorne interferencije. Senzor je fiksiran u odnosu na spavački flamer, a spavački flamer automatski prilagođava putanju spajanja prema 3D koordinatnim podacima.
03. Skeniranje i automatsko spajanje
Funkcija skeniranja i automatskog spajanja omogućava senzoru da prvo sakupi geometrijske informacije o spojevima. Ova funkcija je odgovarajuća za visoko reflektivne, uske prostore za spajanje i kompleksne scenarije spajanja.
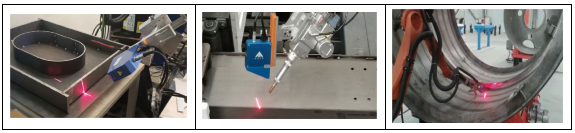
Laser praćenje spojeva
Laser praćenje spojeva može detektovati devijacije spojeva gore, dole, levo i desno.
Može detektovati spojeve sa malim razmacima.
Rešava problem praćenja spojeva za tankoplancno spajanje.
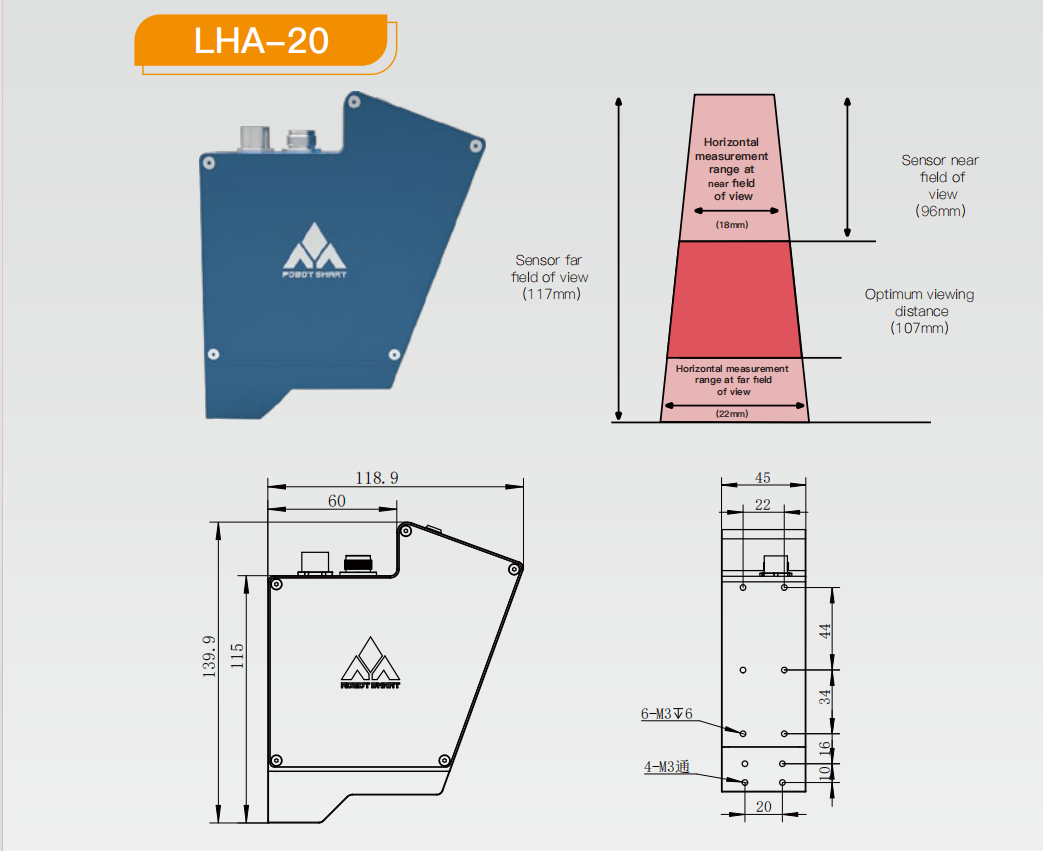
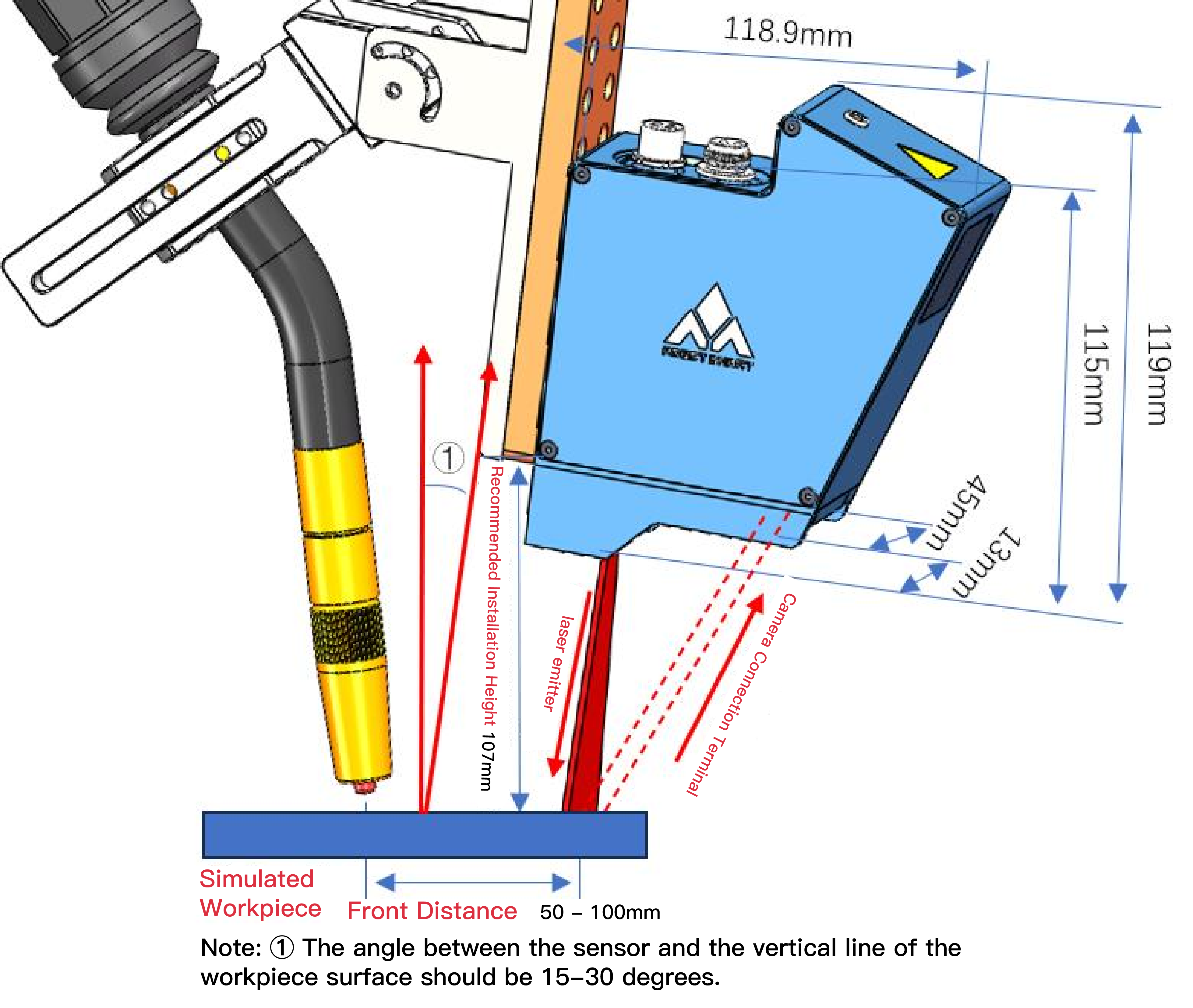
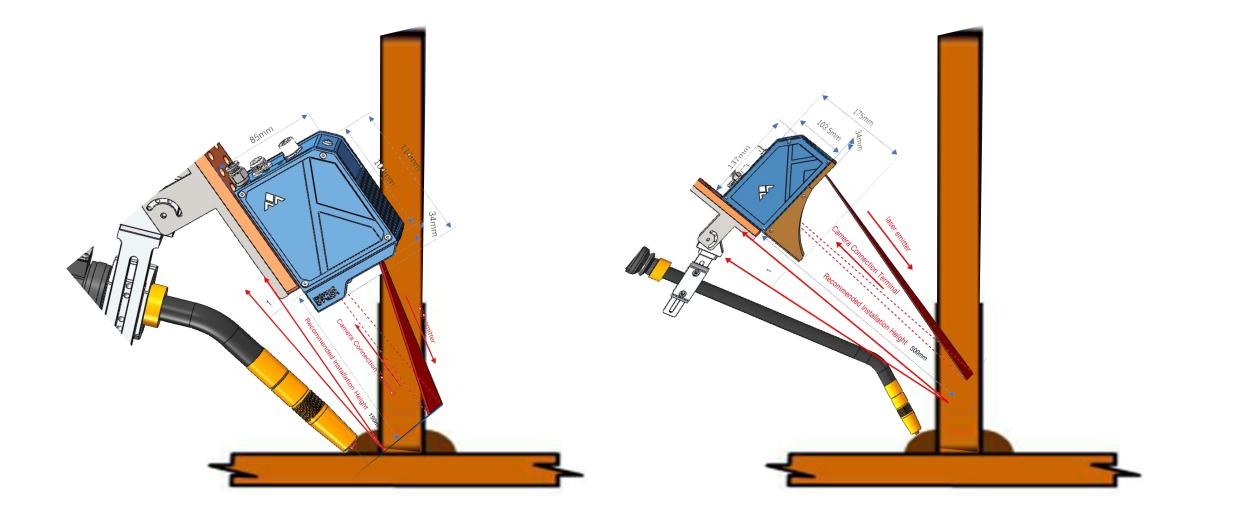
Optimalna razdalja opazovanja je približno 107mm.
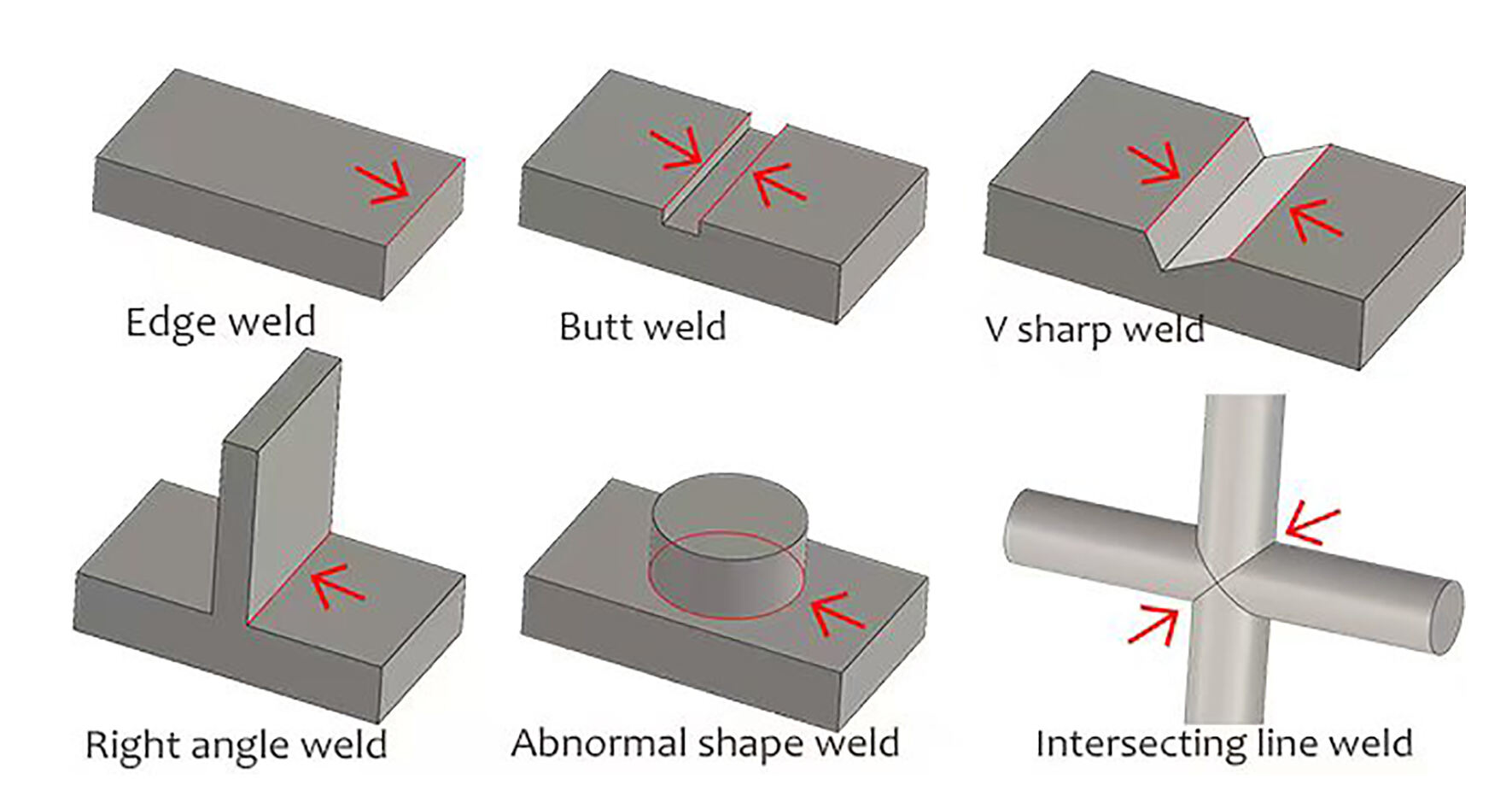
Vrsta spajanja za podršku
Spajanje V-oblika
Klape spajanje
Spajanje heminga
Spajanje šavicama
Spajanja na preklapanje itd.
Majhen oblik, visoka natančnost, hitri blok odražanja. Primeren za čeljustne konstrukcije in strojniško gradbeništvo.
Molimo izaberite vrstu razumno prema stvarnom opsegu primene, da biste izbegli sudaranje delova sa senzorom; obično je opterećenje robota koje je potrebno 20KG.
Saradnički partner

Podržani robot brand