
In de moderne productie van fabricage is schweißen een van de belangrijkste procesmethoden, het wordt breed toegepast in de machinale fabricage, kernindustrie, petrochemische industrie, lucht- en ruimtevaart en vele andere velden. Omdat schweißen als een industriële "naaier" een zeer belangrijke verwerkingsmethode is in de industriële productie, terzelfder tijd, door het bestaan van schweißrook, boog, metaalsprongen, is het schweißwerk milieu erg slecht, de kwaliteit van schweißen heeft een beslissende invloed op de productkwaliteit.
Met de ontwikkeling van industriële robots, sensoren en kunstmatige intelligentie technologieën, bevrijden industriële schweißrobots geleidelijk de arbeiders van complexe, strenge en zelfs gevaarlijke schweißoperatie locaties. Volgens de informatie gepubliceerd in IFR 2021, het aantal werkzame industriële robots in fabrieken over de hele wereld bereikt een record van 3 miljoen, met een jaarlijks toename van 10%. Volgens IFR 2018 data, worden 40% van de industriële robots gebruikt in de schweiß- en snijindustrie.
De geschiedenis van de schuweldrobot van zijn ontstaan tot nu toe kent ongeveer drie generaties: de eerste generatie is de "leren-herhalen" (Teaching and playing) werkmodus van de robot, door de eenvoudige bediening hoeft er geen omgevingsmodel te worden gebruikt, en het leren kan fouten corrigeren die voortkomen uit de mechanische structuur en andere kenmerken, waardoor deze breed is toegepast in de industriële schuweldproductie. De tweede generatie is een op de structurele omgeving gebaseerde en offline-programmeerbare (Off-line programming) schuweldrobot, waarbij verkregen informatie over de schuweldomgeving wordt gecombineerd met de CAD/CAM-gegevens van het werkstuk, gebruikmakend van computergrafische technieken voor offline-planning en 3D-dynamische simulatie van schuwelda taken. Dit soort schuweldrobots komt meestal in de vorm van een "industrierobot + offline programmeren" werkstation voor, zoals bijvoorbeeld de gangbare derde-partij offline-programmeer software RobotMaster, Sprutcam, RobotSmart op de markt en de offline-software RobotStudio, Roboguide van de robotfabrikanten zelf, enzovoort. De derde generatie verwijst naar een intelligente (Intelligent) schuweldrobot uitgerust met verschillende sensoren, die na ontvangst van operatie-instructies zelfstandig kan programmeren en plannen volgens de schuweldomgeving. Door de complexiteit van de technologie en de achterstand in kunstmatige intelligentie bevinden zich deze generatie schuweldrobots in een experimenteel onderzoeksstadium. Momenteel hebben enkele producenten binnen- en buitenland gerelateerde producten. De auteur noemt de tweede generatie van offline-programmeer software modelgedreven robotprogrammering en de derde generatie modelgedreven automatische programmering op basis van visie.
De volgende inhoud is droge goederen, wat de mening van de auteur persoonlijk is, en niet volledig vertegenwoordigt de officiële mening van Min Yue Technology. In het productieproces van de fabriek hebben soldeer- en snijprocessen hoge betrouwbaarheidsvereisten en procesvereisten. Zuiver visueel gebaseerde snij- en soldeersystemen zijn geschikt voor academisch onderzoek, maar de huidige industriële omgeving is daar niet geschikt voor of alleen toepasbaar in een specifieke niche. De redenen hiervoor zijn hieronder weergegeven. Ten eerste, na het verzamelen van omgevings (werkstuk) gegevens, moet de soldeerrobot bepalen en berekenen waar het werkstuk gesoldeerd of gesneden moet worden, wat een probleem is dat vergelijkbaar is met LEVEL 4 zelfrijdende technologie. De uitdagingen omvatten: 1. De verzamelde gegevens ontbreken of zijn niet nauwkeurig genoeg; 2. Zelfs als de gegevens aan de vereisten voldoen, hoe kan men betrouwbaar en automatisch de soldeerlijn extraheren uit complexe puntenwolkgegevens of afbeeldingsgegevens; 3. Het extraheren van de verwerkingsbaan en hoe men het soldeer- en snijproces bepaalt, wat moeilijker is dan de twee voorgaande punten.
Vergelijking van het derde en vierde generatie vrij van examen onderwijsprogramma
| de regeling | Rijden zonder model | Gebaseerd op modelgedreven en visie |
| Methode voor trajectplanning van robot | Robotplanning wordt gerealiseerd door gebruik te maken van de door sensoren gedetecteerde gegevensomgeving en te combineren met de robotkinematica-algoritme. | Met behulp van de robot, werkstation en werkstukmodel, volgens de solderpositie in het werkstukmodel, gecombineerd met de robotkinematica-algoritme. |
| Of overweging vereist is voorafgaand aan de productie | Handmatige instructie of visuele scanningsprocedures zijn vereist | Het te verwerken traject moet worden gemarkeerd vanuit het werkstuknummermodule van tevoren |
| interveneren; tussenkomen; zich mengen | Selecteer het te verwerken spoor uit de scanpuntenwolk of bereken automatisch volgens de vooraf ingestelde regels. | Geen interventie |
| Volledige perspectiefgegevens | hebt nodig | niet-essentieel |
| precise lokalizatie | hebt nodig | hebt nodig |
| betrouwbaarheid | Algemeen | Sterk |
| universele eigenschap | Geen generaliteit | Sterk |
In dit geval wordt de gevoelige technologie gebruikt in CAD/CAM, robotica en 3D-visie, kunstmatige intelligentie, jaren van opbouw, op basis van bestaande volwassen intelligente programmeringssoftware voor robots en 3D-visuele sensoren, en voortbordurend op de voordelen van de tweede en derde generatie programmering, het vierde generatie vrij onderwijs automatische programmeringsmethode voorgesteld - namelijk gebaseerd op modelgestuurde en visuele sensorautonome programmering.

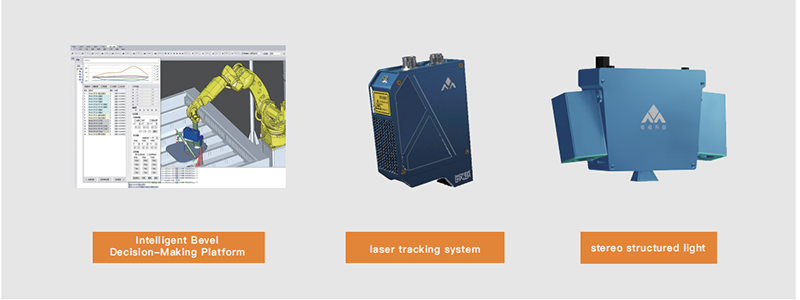
Zoals weergegeven in de figuur hierboven, wordt vóór de productie de robottrajecten gebruikt om te plannen voor het werkstuknummermodulus. Bepaal het bijbehorende proces van elk onderdeel door modelannotatie en automatische extractie. Er zijn echter verschillen tussen digitale offline-software en de werkelijke werkplaats, waaronder afwijkingen tussen model en werkelijk werkstuk, en vervorming tijdens het lassen- en snijproces. Om dit probleem aan te pakken, worden 3D visiesensoren van verschillende schalen gebruikt voor grove en fijne positiering van de trajecten. Door de combinatie van verschillende sensoren kunnen de eisen van een groot bereik van programmering (meer dan 100mm) en hoge precisie (minder dan 0,1mm) voor trajectcompensatie worden voldaan. Het systeem is hoogst universeel, er is geen menselijke tussenkomst in het productieproces, en de combinatie van digitale simulatie en gesensorde gemeten data verbetert de betrouwbaarheid.
De werking van de offline-programmeersoftware RobotSmart wordt hieronder gedetailleerd beschreven. Neem als voorbeeld het gratis programmeren van het frontale verticale staanders van een onderdeel van een laaggesnelheids elektrische driewieler om het werkingsproces uit te leggen.
Stap 1, open de software en ga naar het soldermodule. Volgens het werkstuk is de keuze om eerst te scannen voordat er wordt gesoldeerd, of om plaatsing of volgsysteem te gebruiken. De tweede stap is het selecteren van het werkstuk en de soldeerlijn voor trajectplanning en automatische procesberekening.
Het is opmerkelijk dat RobotSmart momenteel vier robotfamilies en brede robots ondersteunt. De lijnlaser sensor ondersteunt alleen de HA-, WR- en LDW-modellen van Minyue Technology, en ondersteunt binoculaire structuurlicht inclusief SmartEye Vision WR Yue zelfontwikkelde R/HA-serie.
 EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK
