
Лазерното локирање и лазерното следење се ручно наставуваат сварувачки патеки преку лазерна идентификација, што е еквивалентно на тоа да се дадат на роботот пар "очи".
При ручното наставување, сварувачките џепови се чувствителни кон деформација, променливи размаки и грешки во монтажата, што доводи до големи одстапувања при сварувањето. За да се подобри квалитетот на сварувањето, е неопходна реално-временска контрола на сварувачките роботи за коригирање на сварувачките одстапувања.
Постојат три главни начини за наоѓање на позицијата на сварката: тактилна индукција, индукција со линија и лазерска индукција:
Тактилно чувствување: Со физички додирување на површината на работниот дел со линија или мустило за да се детектира џепот, овој метод е прост но спор.
Индукција со линија: Користи се сервомотор за брзо движење на линијата нагоре и надолу додека роботот се движи по работниот дел. Детектира врвни сварки кои се трудно наоѓаат со статичко тактилно чувствување со линија или мустило, но бара специфичен хардуер и софтуер.
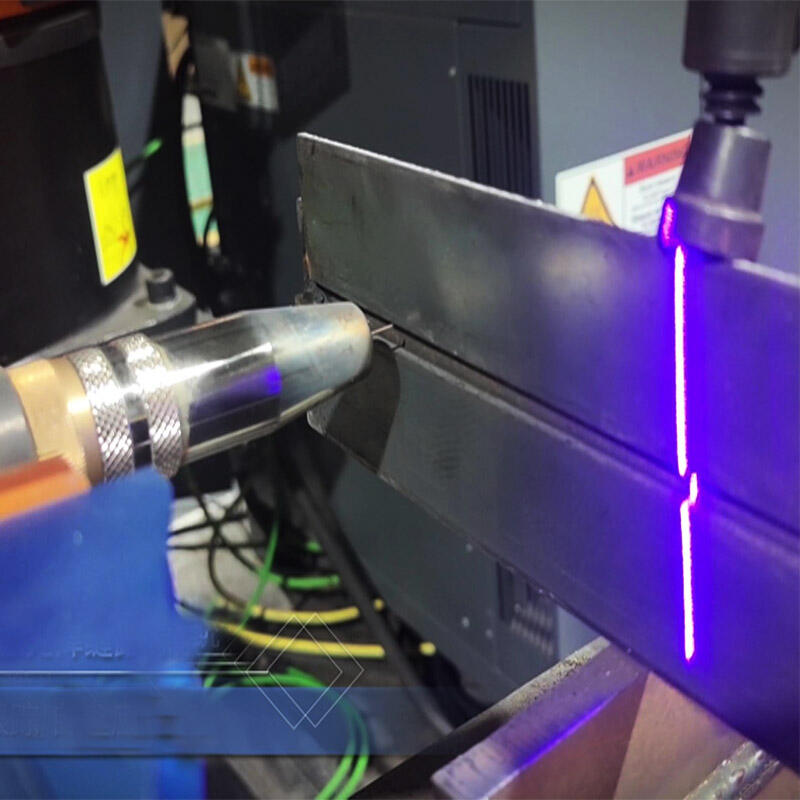
Лазерско усвоявање: Брзо од тактилното усвоявање, може да детektira џеп од толшина 1/16 инч, но има ограничувања во детекцијата на сварувачки размак, не може да најде правоаголен спој за сварување.
Технологијата Минјуе се надоверува на екипот од Универзитетот „Цинхуа“ и екипот од Пекингскиот универзитет за аеронавтика и астронавтика, кои, базирани на роботика, 3D визуелни технологии и алгоритми на предводник во областа на вештачката интелигенција, комбинирани со практични проблеми, започнаа функции за коригирање на позиционирање како двоточково позиционирање, троточково позиционирање, позиционирање на линиски сегменти и други.
Функција една: пребарување со два точки
Позиционирањето со две точки се bazira на функцијата за позиционирање со една точка, со која може да се определи траекторијата и насоката на врвежот преку две точки на врвежот, така што дури и ако нашата детал има и помалцина грешка и ротациони грешки, позиционирањето со две точки исто така може да реши вашите проблеми со врвеж. Одговара за кратки врвежни прекинати врвежи во индустријата, врвеж ротациони грешки.
Функција два: пребарување со три точки
Принципот на позиционирање со три точки е да се создаде нов координатен систем baziran на деталот, за да се прилагоди на оригиналниот координатен систем, да се пресмета позицијата и помалцина на секој врвеж, и да се релокираат комплексни структурни делови, што е одговара за нашите детали со добро согласување, но постојат грешки во поставување и фиксирање.
Функција три, пребарување на линиски сегмент
Локализација на линија сегмент, земете четири точки на делот, земете две точки на било која страна, формирајте три линии сегменти, добијте тридимензионални кориснички координати преку пресметка, така што да одговараат со оригиналниот координатен систем, пресметајте тридимензионална позиција и поместување на секој за
Ако има голем број на истиот делот, ласерско лоцирање или следење е потребно за да се одреди траекторијата, а голем број на грешки на делото сигурно ќе се случат, ласерот е потребен за да се компензира грешката, а квалификуваната стапка на заварување може да се контролира на повеќе од
 EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK
