EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK



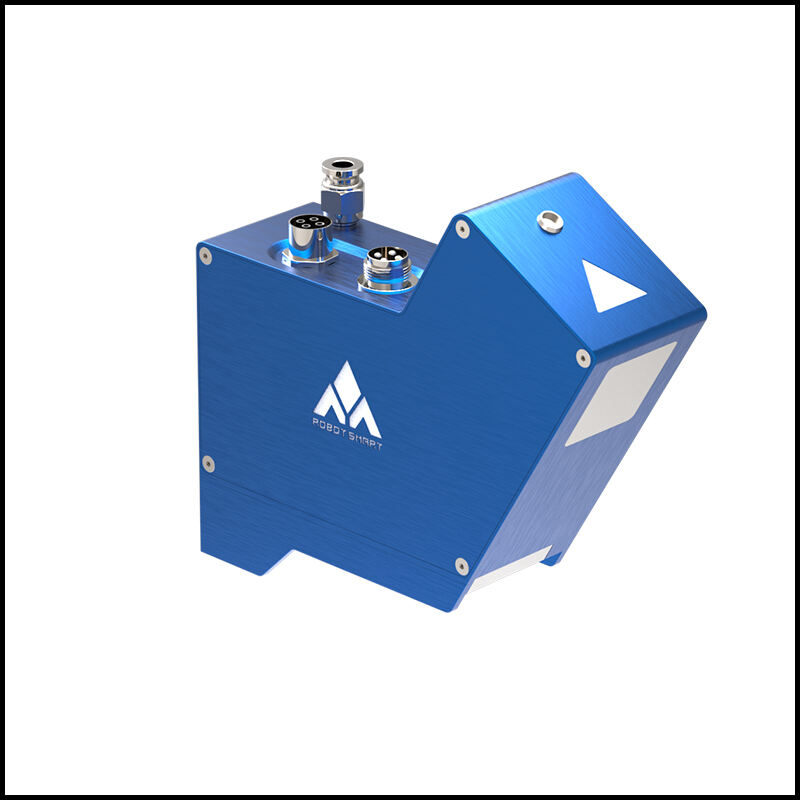
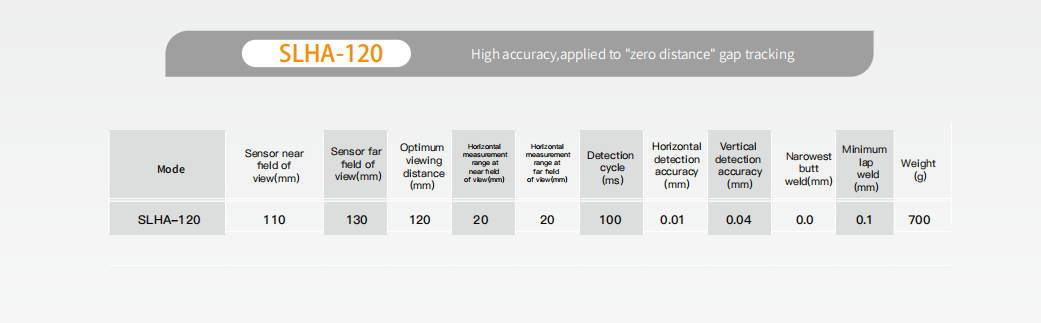
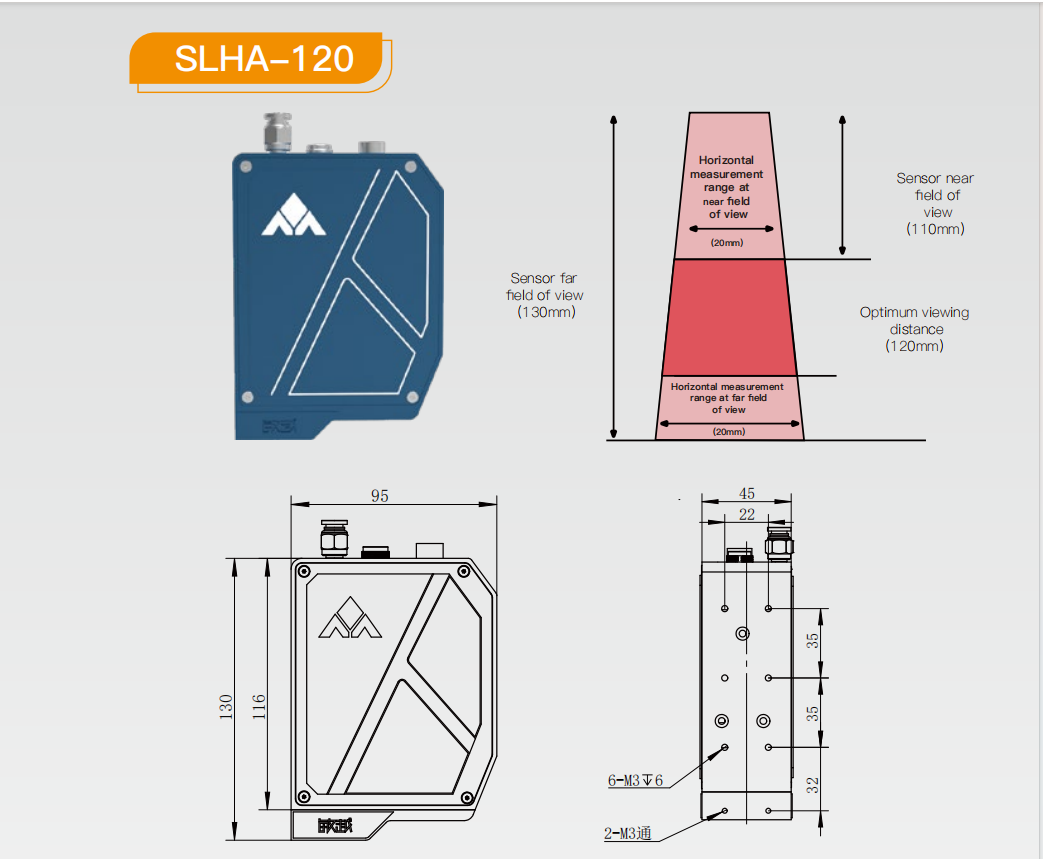
SLHA-120 Лазерен сензор за следење на шов
Со можност за наоѓање на позиција, пратење во реално време, скенирање и автоматско сварување.
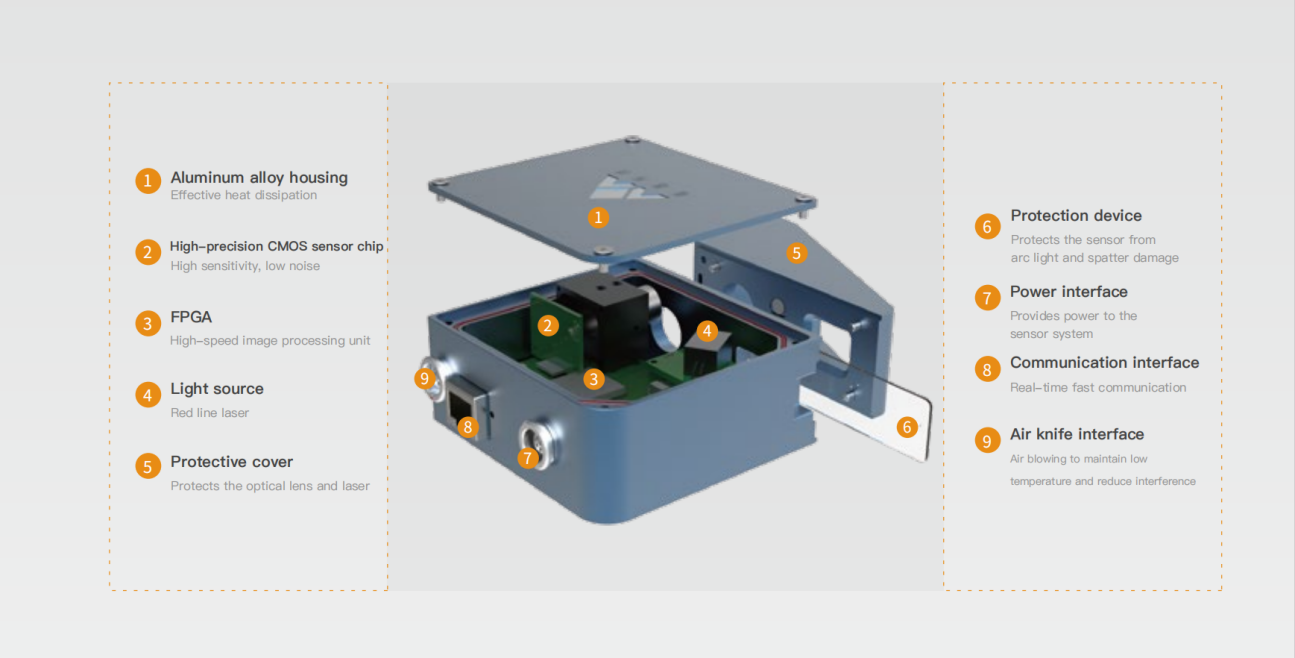
- Пregлед
- Поддршка за роботска марка
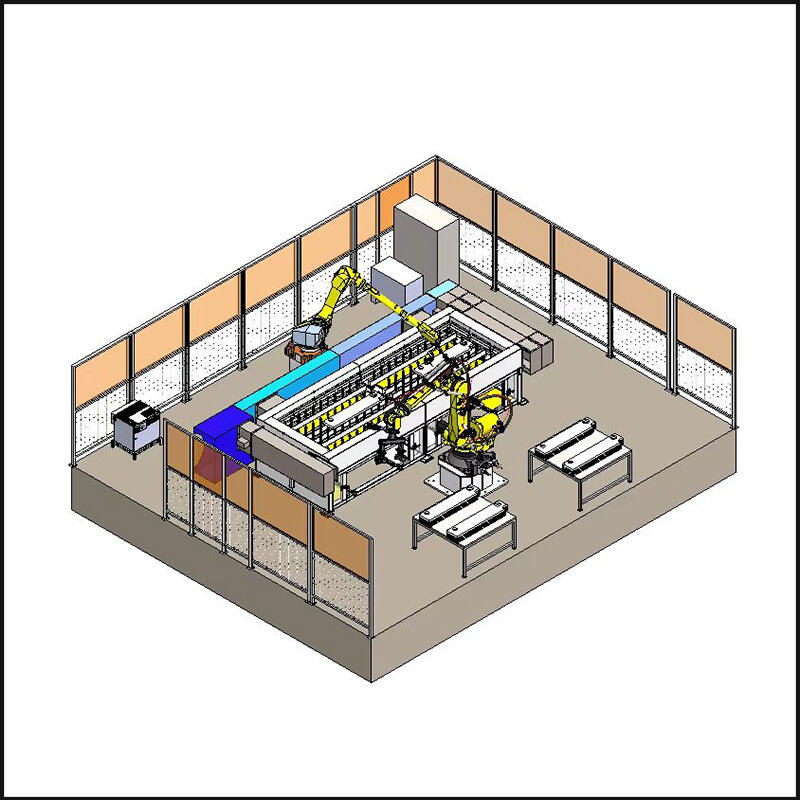
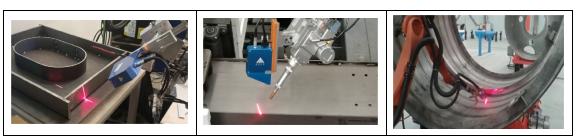
Сензорот за следење на врвек заснован на лазер користи лазер за ослободување на површината на врвкото, што формира лазерен светлински појас, кој е примат и сликовит со високоразрешителна камера. Со алгоритамско обработување, тродимензионалните карактеристики на врвкото се трансформираат во структурирана информации, вклучувајќи координати на врвчени јачини, несогласности, размаки итн. Оваа информация се пренесува до контролерот на роботот, кој му доставува на роботот потребните траектории и параметри на процесот за врвчење, го води роботот да врвчи или коригира одступувањата на работните делови во реално време и постигнува перфектно врвчење. Според другите решенија, следењето на врвк со лазер има предности како што се: безконтактно, висока прецизност, брза брзина и добра адаптивност.

Сензорот користи линеарна структурирана светлина за мережење, што има брзина на линеарно сликање, без контакт и без механички движок; Јака адаптивност, способен да извршува излаз на параметри за везувачки џепови; Полу ембедед систем со надворешни индустријски контролни компјутери и многу други предности, што го прави шiroко користен во различни видови автоматизирани везувања. Независно од процесот на везување, можеме да овозможиме надежна поддршка и стабилна перформанса за да се осигура одличен резултат во различни везувачки ситуации.
Полно графички софтверско интерфејс, постапка за поставување на параметри, детали на помошни менини, непрофесионалците исто така можат да се запознаат брзо.
*Детекција на нула размак се однесува на сензори кои се опремени со оваа функција, што може да се користи за идентификување на размаци под 0.1mm
*Прегледниот растојание е само за референца и може да се прилагоди според специфичните потреби на корисникот
Сензорот е пригоден за најтешките апликации, бидејќи е неосетлив на посторони светлина, вода и прах (IP67) и имун на електромагнетното зрачење (EMC).
Со Могучи Функции.
01. позиција и коригирање на отстапување
Функцијата за позиционирање и корекција на отстапувањето се користи во флексилбни сценари за сварување на различни делови со ист модел, но со несогласни толеранции. Оваа функција осигурува дека нема да биде потребна ручна интервенција при преминувањето на деловите, а роботот е насочен од системот за позиционирање и корекција на отстапувањето за да постигне прецизно сварување.
Позиционирање со две точки, соодветно за сварување со 2D отстапување по прав линија.
Многуточково позиционирање, соодветно за многу-сегментно 2D отстапување при сварувањето.
Сегментско позиционирање, соодветно за многу-сегментно 3D отстапување при сварувањето.
02 Реално-временско следење
Функцијата за реално-временско следење се користи во сценари за сварување кои бараат висока ефикасност и без просторно меѓусебно засекување. Сензорот е фиксiran според сварувачкиот пистолет, и сварувачкиот пистолет автоматски регулира патеката за сварување според 3D координатните податоци.
03.Скенирање и Автоматско Везување
Функцијата за скенирање и автоматско врвање дозволува на сензорот да ги собере геометриските информации од врвовите. Оваа функција е соодветна за високо рефлективни, узеки врвачки простори и комплексни врвачки сценариуми.
Лазерско следење на џепови
Лазерското следење на џепови може да детektira отстапувања на врвовите нагоре, надолу и лево-десно.
Може да детektira врвови со мали размакови.
Решава проблемот со следење на врвачки џепови за тонки плочи со спој.
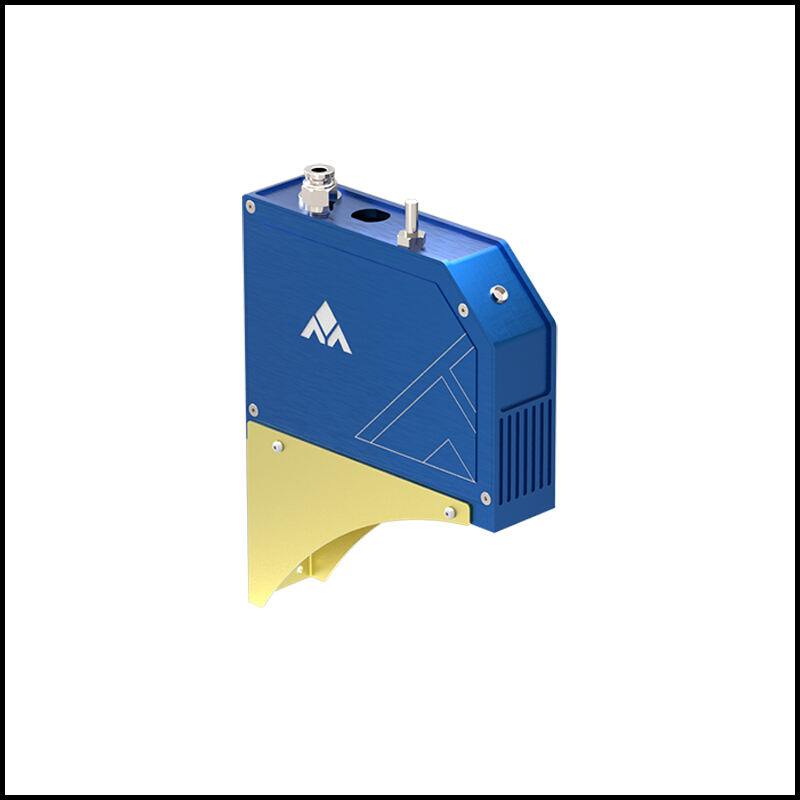
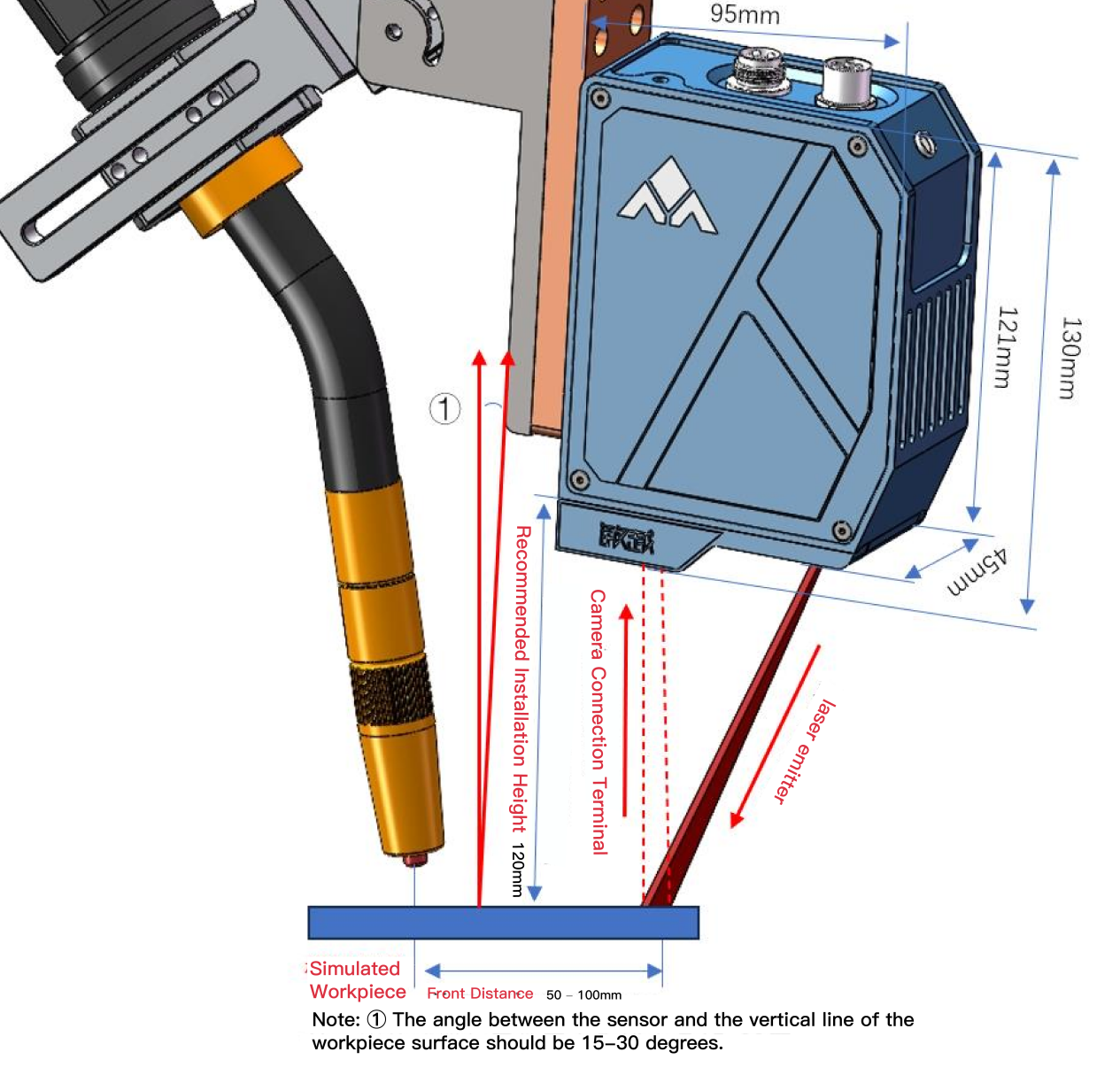
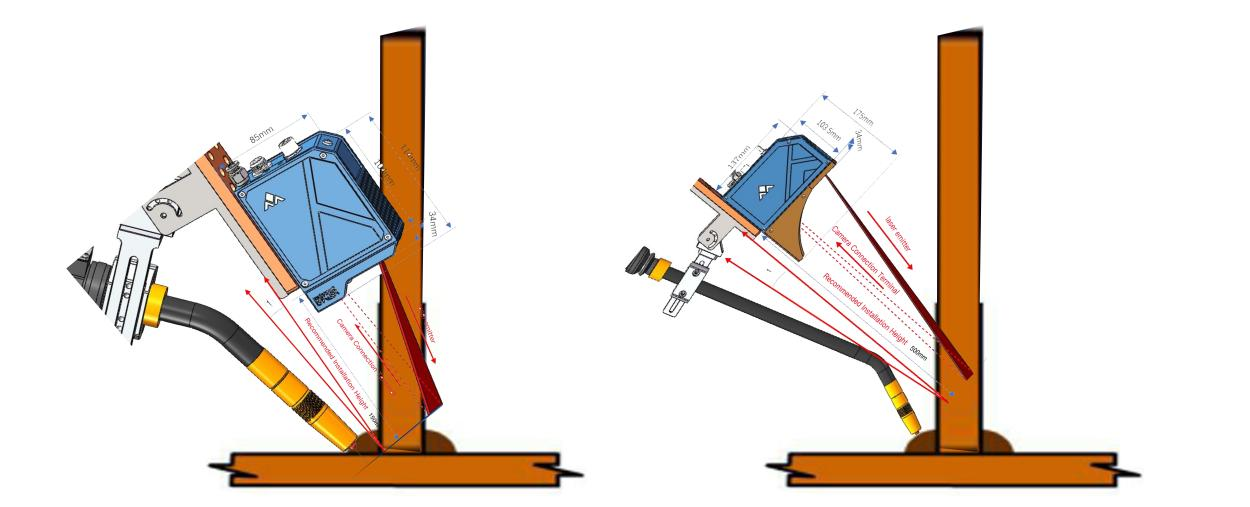
Оптималното растојание на набљудување е околу 120 мм.
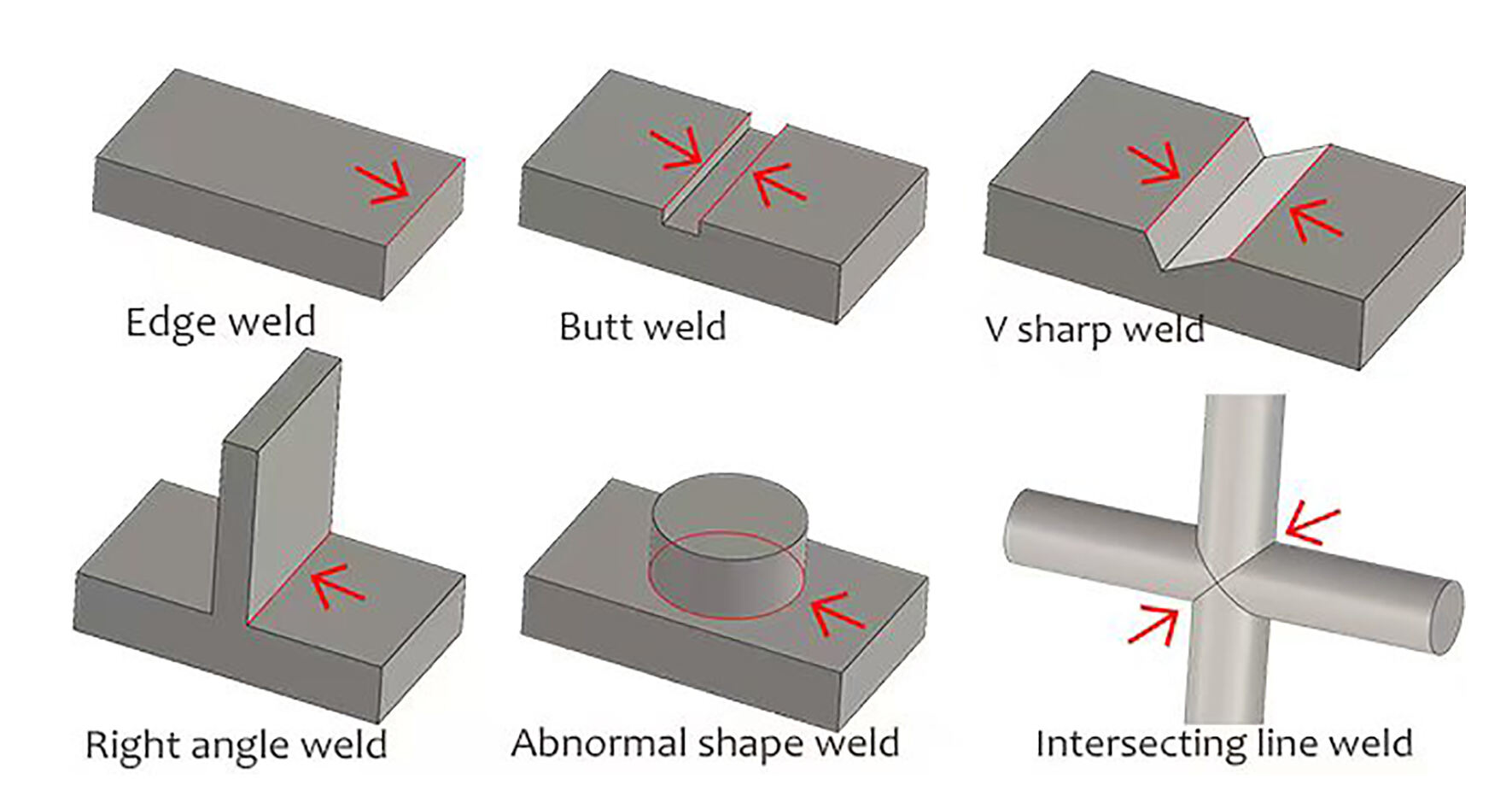
Тип на поддржувачка сварка
Сварка со V-обликова џепче
Аголна сварка
Сварка со загинување
Спојувачко врвежење
Преклопно врвежење, итн.
Висока прецизност, нула степен залепување. Придворно за индустријата на нержавејќиот челик.
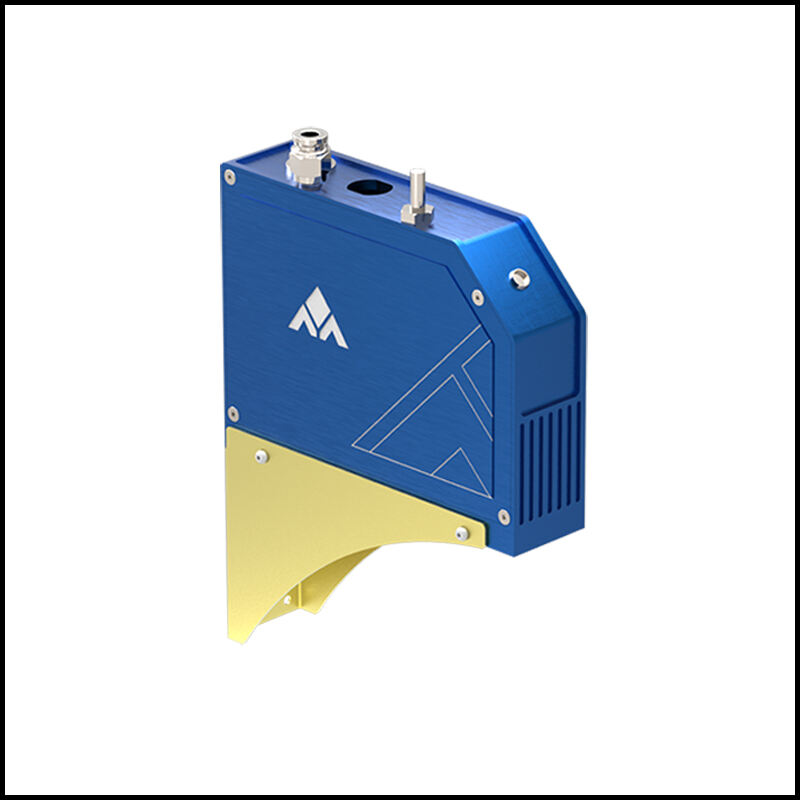
Со син лазерен свет за висок одраз на светот и блистлива средина. Особено дизајнирано за лазерно залепување на алуминиумски споеви во процесот на залепување.
Ве молиме, изберете го типа разбирачка според стварниот опсег на примената, за да се избегне колизија на делот со сензорот, општиот тежински капацитет на роботот обично е 20КГ.
Кооперативен партнер

Поддршка за роботска марка