EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK



- SAŽETAK
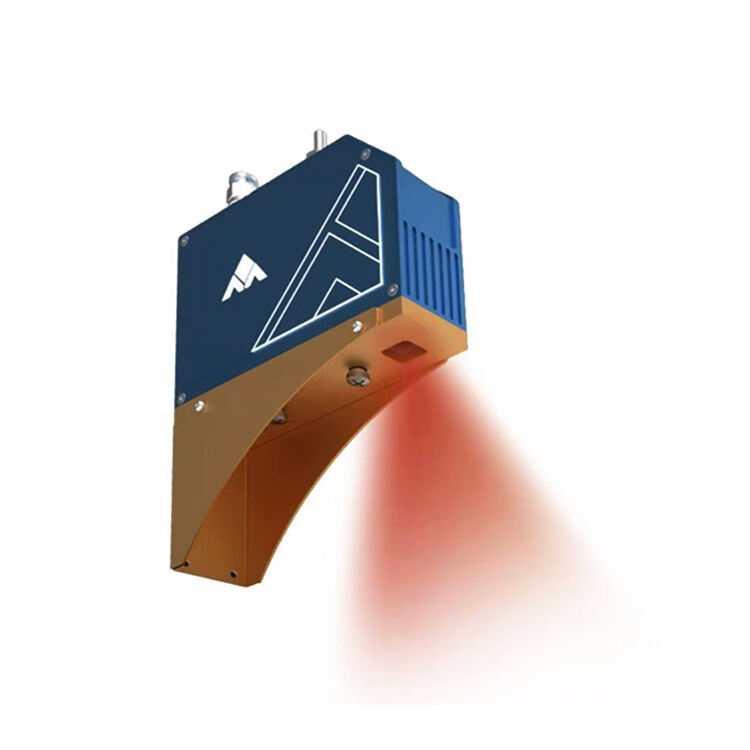
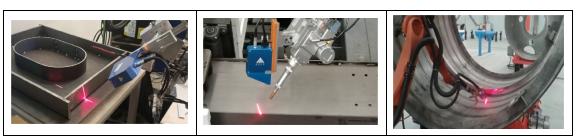
Laserski senzor za praćenje šava koristi laser za zračenje površine zavarenog šava kako bi se formirala laserska svjetlosna traka, koju prima i snima kamera visoke razlučivosti. Algoritamskom obradom, trodimenzionalne značajke zavarenog šava pretvaraju se u strukturirane informacije, uključujući koordinate zavarenog spoja, neusklađenost, razmake itd. Ove informacije se prenose robotskom upravljaču, dajući robotu potrebnu putanju i procesne parametre za zavarivanje, vodeći robota da zavari ili ispravi odstupanja obratka u stvarnom vremenu i postigne savršen rad zavarivanja. U usporedbi s drugim rješenjima, lasersko praćenje šavova ima prednosti beskontaktnosti, visoke točnosti, velike brzine i dobre prilagodljivosti.

Senzor usvaja linearno strukturirano mjerenje svjetla, koje ima veliku brzinu crtanja slike, bez kontakta i bez mehaničkog pomicanja; Snažna prilagodljivost, sposobna prikazati parametre zavarivanja; Potpuno ugrađen, s vanjskim industrijskim upravljačkim računalima i mnogim drugim prednostima, naširoko se koristi u različitim vrstama automatiziranog zavarivanja. Bez obzira na postupak zavarivanja, možemo pružiti pouzdanu podršku i stabilne performanse kako bismo osigurali izvrsne rezultate u različitim scenarijima zavarivanja.
Potpuno grafičko softversko sučelje, postupak postavljanja parametara, detalji izbornika pomoći, neprofesionalci također mogu brzo započeti
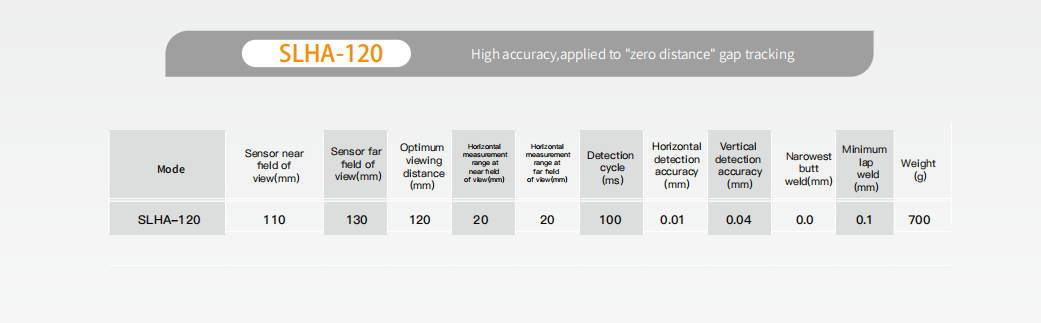
*Detekcija nultog razmaka odnosi se na senzore opremljene ovom funkcijom, koji se mogu koristiti za prepoznavanje razmaka ispod 0.1 mm
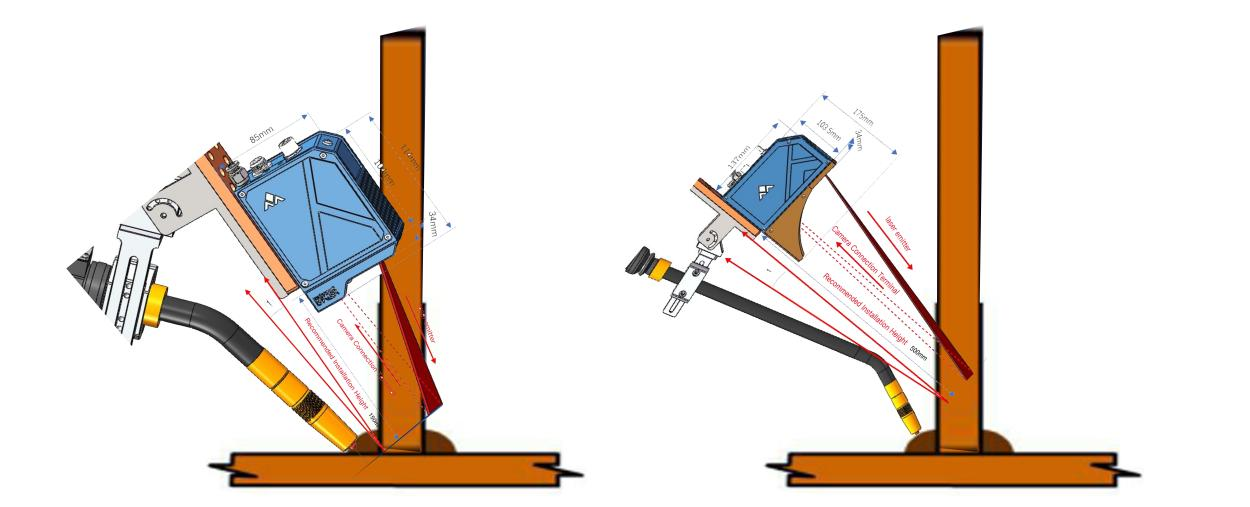
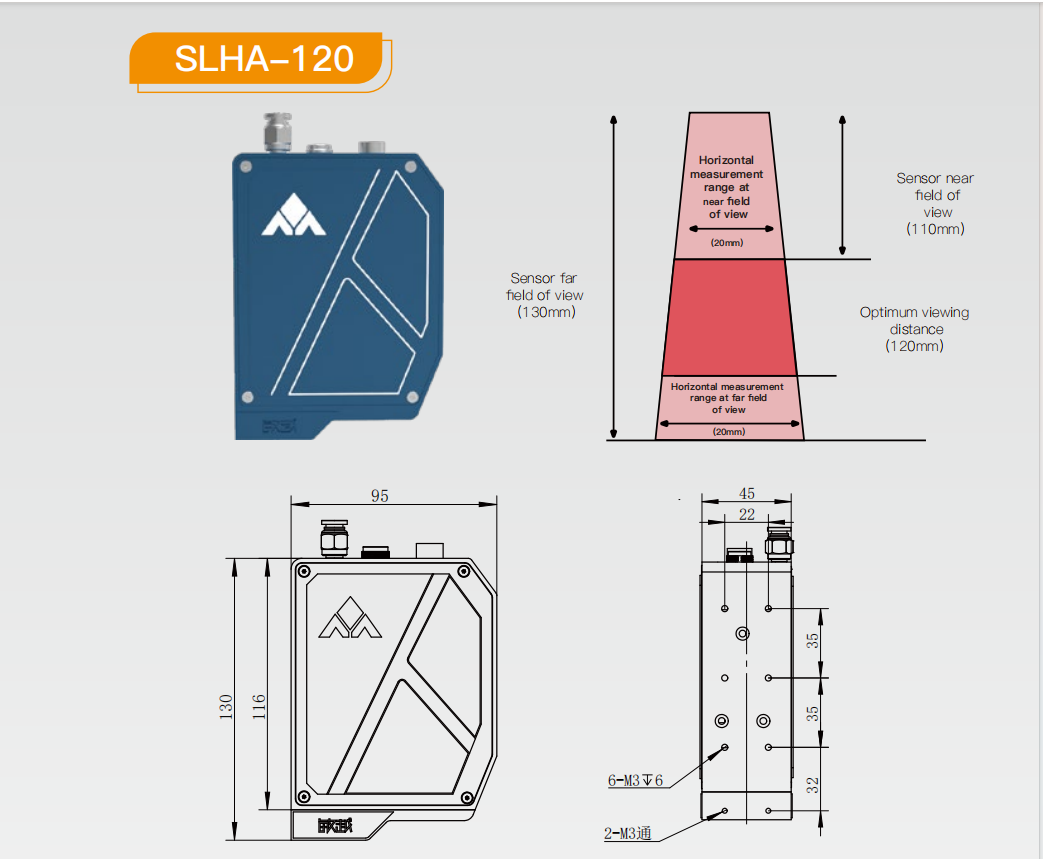
* Vidna udaljenost je samo za referencu i može se prilagoditi prema specifičnim potrebama korisnika
Senzor je prikladan za najzahtjevnije primjene, jer je neosjetljiv na zalutalo svjetlo, vodu i prašinu (IP67) i otporan na elektromagnetsko zračenje (EMC).
Sa snažnom funkcijom.
01. položaj i korekcija odstupanja
Funkcija pozicioniranja i korekcije odstupanja koristi se za fleksibilne scenarije zavarivanja različitih radnih komada s istim modelom, ali nedosljednim tolerancijama. Ova funkcija osigurava da nije potrebna ručna intervencija prilikom izmjene obratka, a robot je vođen sustavom za pozicioniranje i korekciju odstupanja za postizanje preciznog zavarivanja,
Pozicioniranje u dvije točke prikladno za pravocrtne 2D pomaknute zavare.
Pozicioniranje u više točaka Prikladno za višesegmentne 2d ofsetne zavare
Pozicioniranje segmenata Prikladno za višesegmentne 3D pomaknute zavare.
02 Praćenje u stvarnom vremenu
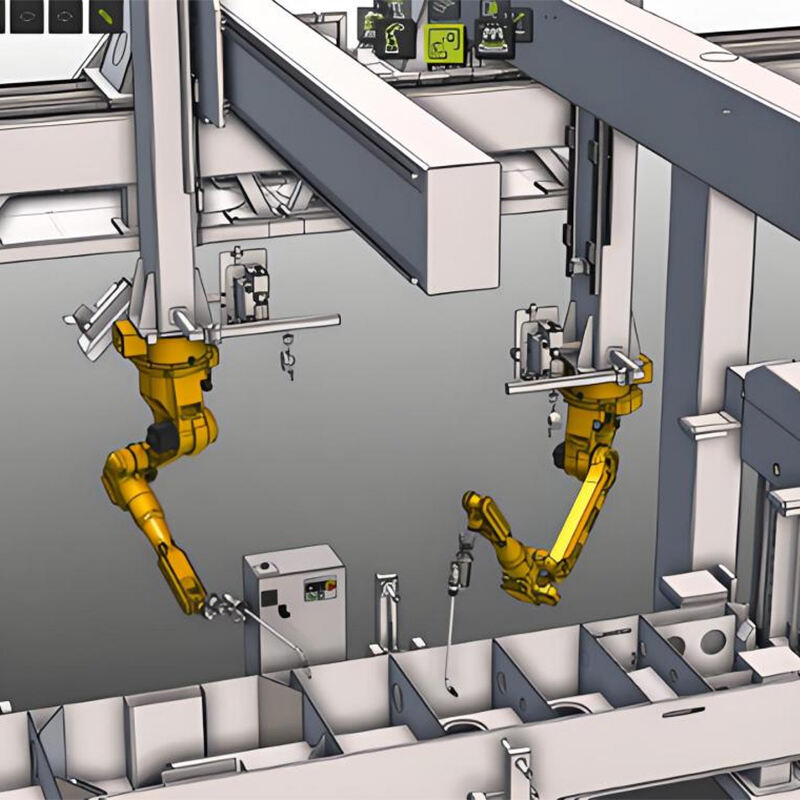
Funkcija praćenja u stvarnom vremenu koristi se u scenarijima zavarivanja koji zahtijevaju visoku učinkovitost i bez prostornih smetnji. Senzor je fiksiran u odnosu na plamenik za zavarivanje, a plamenik za zavarivanje automatski prilagođava putanju zavarivanja prema 3D koordinatnim podacima.
03.Skeniranje i automatsko zavarivanje
Funkcija skeniranja i automatskog zavarivanja omogućuje senzoru da prvo prikupi geometrijske informacije o zavarenim spojevima. Ova je funkcija prikladna za visoke refleksije, uske prostore za zavarivanje i složene scenarije zavarivanja.
Lasersko praćenje šavova
Lasersko praćenje šava može otkriti visoka, niska i lijeva i desna odstupanja zavara.
Može otkriti spajanje zavara s malim razmacima.
Riješite problem praćenja šava za zavarivanje za spajanje tankih ploča.
Optimalna udaljenost promatranja je oko 120 mm.
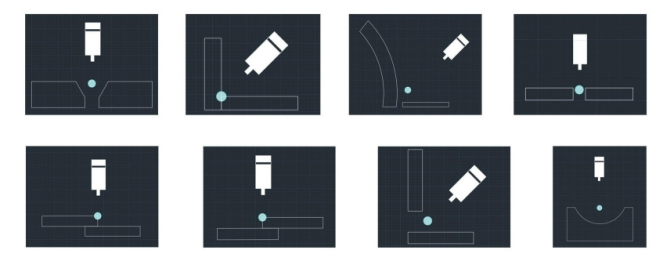
Vrsta potpornog zavara
Zavar s V-utorom
Kutni zavar
Rubni zavar
Spajanje zavara
Preklopni zavari itd.
Varovi visoke preciznosti, bez nagiba. pogodan za industriju zavarenih nehrđajućih čelika.
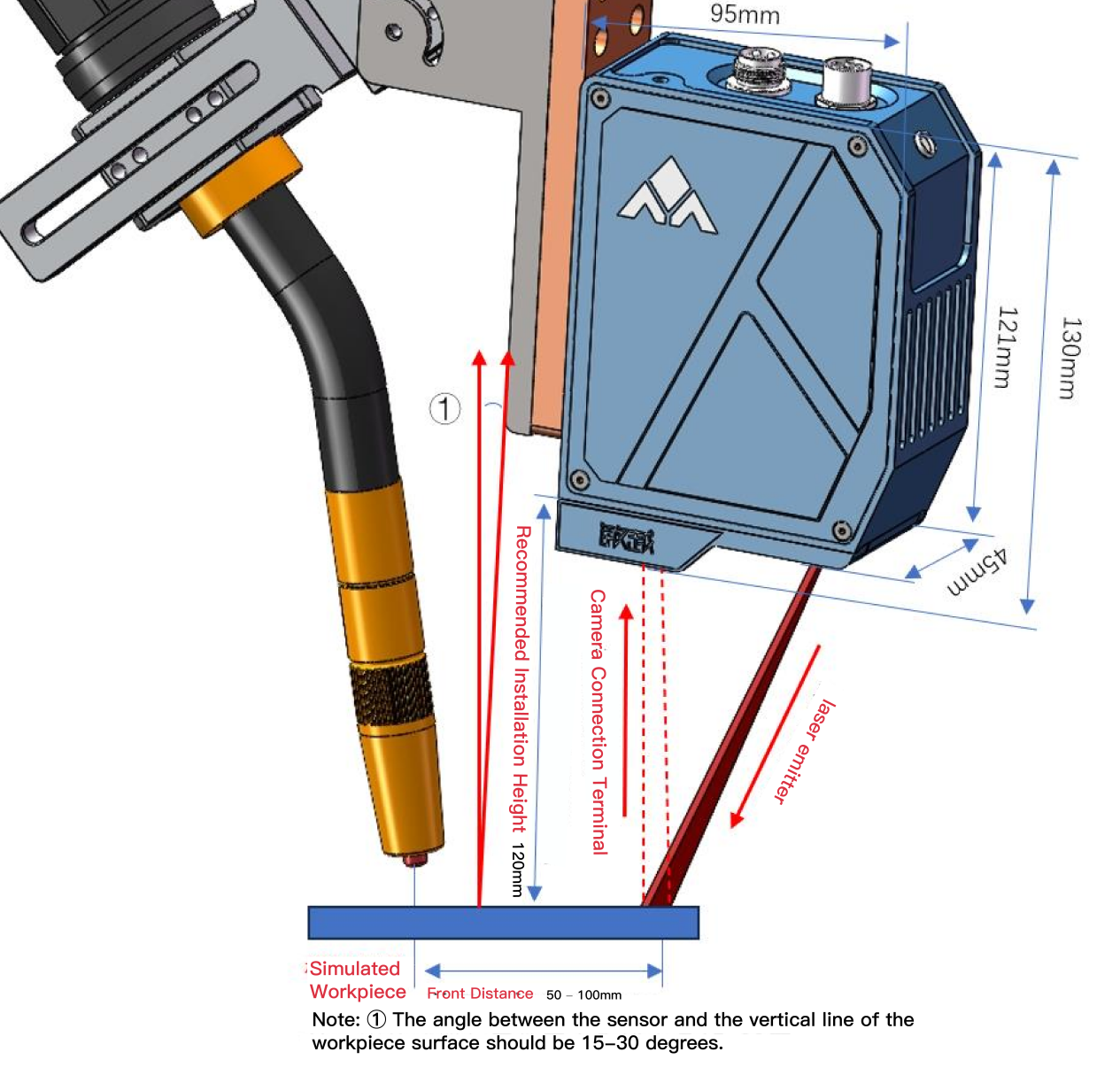
Odaberite vrstu razumno u skladu sa stvarnim opsegom primjene, kako biste izbjegli sudar senzora obratka, opterećenje robota obično treba 20 KG.