EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK



- Aperçu
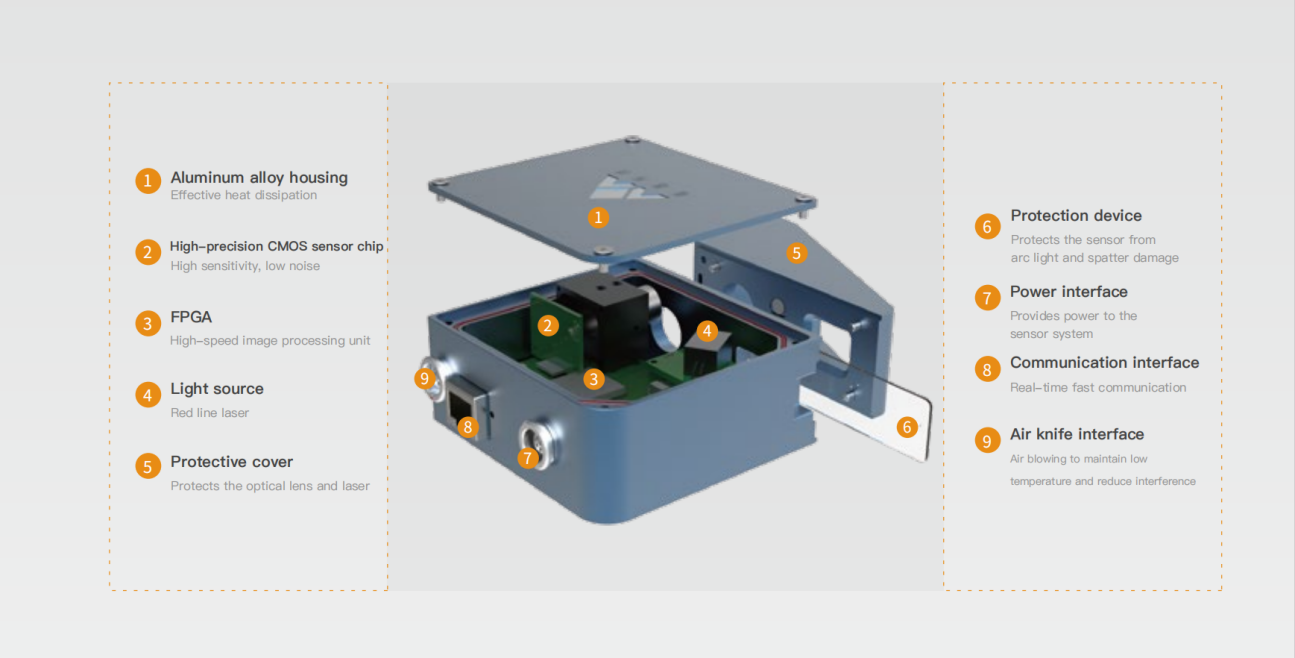
Le capteur de suivi de joint laser utilise un laser pour irradier la surface du joint de soudure afin de former une bande de lumière laser, qui est reçue et imagée par une caméra haute définition. Grâce à un traitement algorithmique, les caractéristiques tridimensionnelles du joint de soudure sont transformées en informations structurées, notamment les coordonnées du joint de soudure, le désalignement, les écarts, etc. Ces informations sont transmises au contrôleur du robot, fournissant au robot la trajectoire et les paramètres de processus requis pour le soudage, guidant le robot pour souder ou corriger les écarts des pièces en temps réel et réalisant un travail de soudage parfait. Par rapport à d'autres solutions, le suivi de joint laser présente les avantages d'un fonctionnement sans contact, d'une grande précision, d'une vitesse rapide et d'une bonne adaptabilité.

Le capteur adopte une mesure de lumière structurée linéaire, qui a une vitesse d'imagerie de ligne rapide, aucun contact et aucun mouvement mécanique ; une forte adaptabilité, capable de générer des paramètres de soudure ; entièrement intégré, avec des ordinateurs de contrôle industriels externes et de nombreux autres avantages, il est largement utilisé dans différents types de soudage automatisé. Quel que soit le processus de soudage, nous pouvons fournir un support fiable et des performances stables pour garantir d'excellents résultats dans différents scénarios de soudage.
Interface logicielle graphique complète, processus de paramétrage, détails du menu d'aide, les non-professionnels peuvent également démarrer rapidement
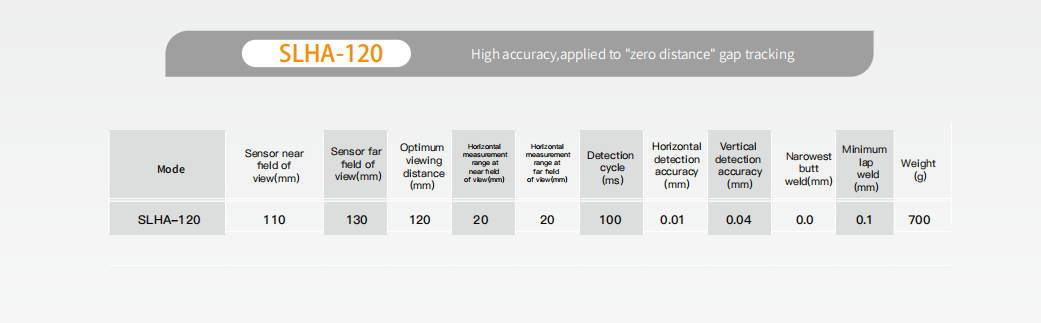
*La détection d'écart nul fait référence aux capteurs équipés de cette fonction, qui peut être utilisée pour identifier les écarts inférieurs à 0.1 mm
*La distance de visibilité est donnée à titre indicatif uniquement et peut être ajustée en fonction des besoins spécifiques de l'utilisateur.
Le capteur convient aux applications les plus exigeantes, car il est insensible à la lumière parasite, à l'eau et à la poussière (IP67) et immunisé contre les rayonnements électromagnétiques (CEM).
Avec une fonction puissante.
01. correction de position et d'écart
La fonction de positionnement et de correction des écarts est utilisée pour des scénarios de soudage flexibles de différentes pièces avec le même modèle mais des tolérances incohérentes. Cette fonction garantit qu'aucune intervention manuelle n'est nécessaire lors du changement de pièces et que le robot est guidé par le système de positionnement et de correction des écarts pour obtenir un soudage précis,
Positionnement à deux points adapté aux soudures décalées 2D en ligne droite.
Positionnement multipoints Adapté aux soudures décalées 2D multi-segments
Positionnement de segment Convient aux soudures décalées 3D multi-segments.
02 Suivi en temps réel
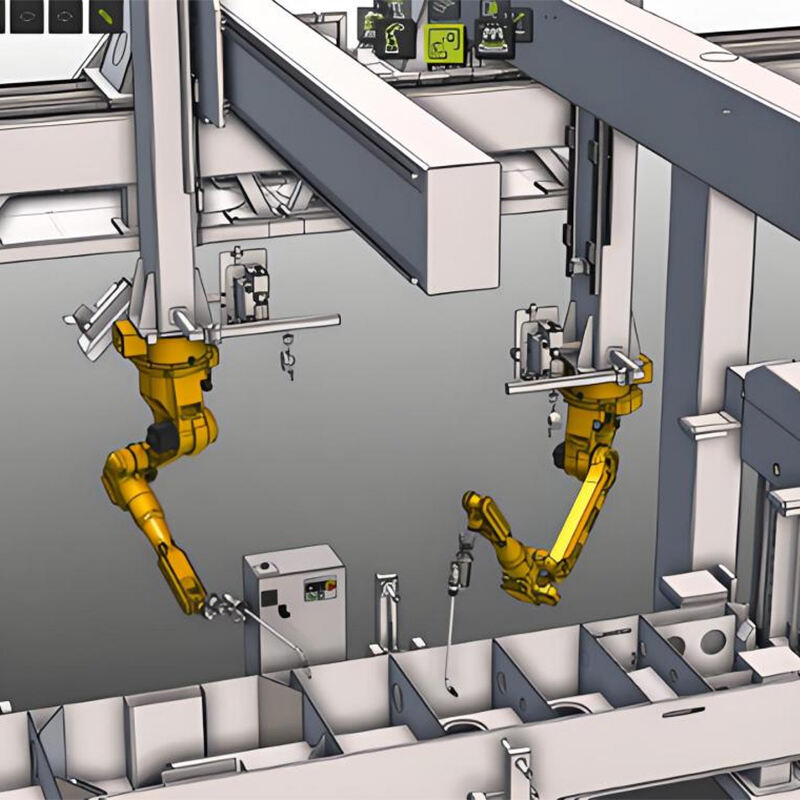
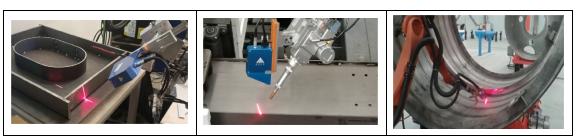
La fonction de suivi en temps réel est utilisée dans les scénarios de soudage nécessitant une efficacité élevée et aucune interférence spatiale. Le capteur est fixé par rapport à la torche de soudage et la torche de soudage ajuste automatiquement le chemin de soudage en fonction des données de coordonnées 3D.
03.Scanning et soudage automatique
La fonction de numérisation et de soudage automatique permet au capteur de collecter en premier lieu les informations géométriques des soudures. Cette fonction est adaptée aux espaces de soudage étroits et hautement réfléchissants et aux scénarios de soudage complexes.
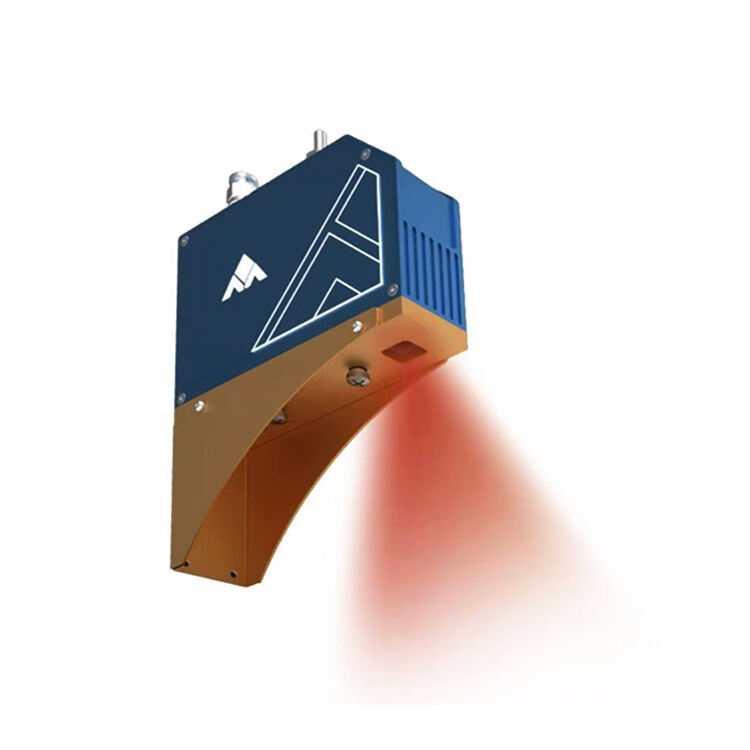
Suivi des coutures au laser
Le suivi laser des joints peut détecter les écarts de soudure hauts, bas, gauche et droite.
Peut détecter les soudures d'épissure avec de petits espaces.
Résolvez le problème du suivi du cordon de soudure pour l'épissure de plaques minces.
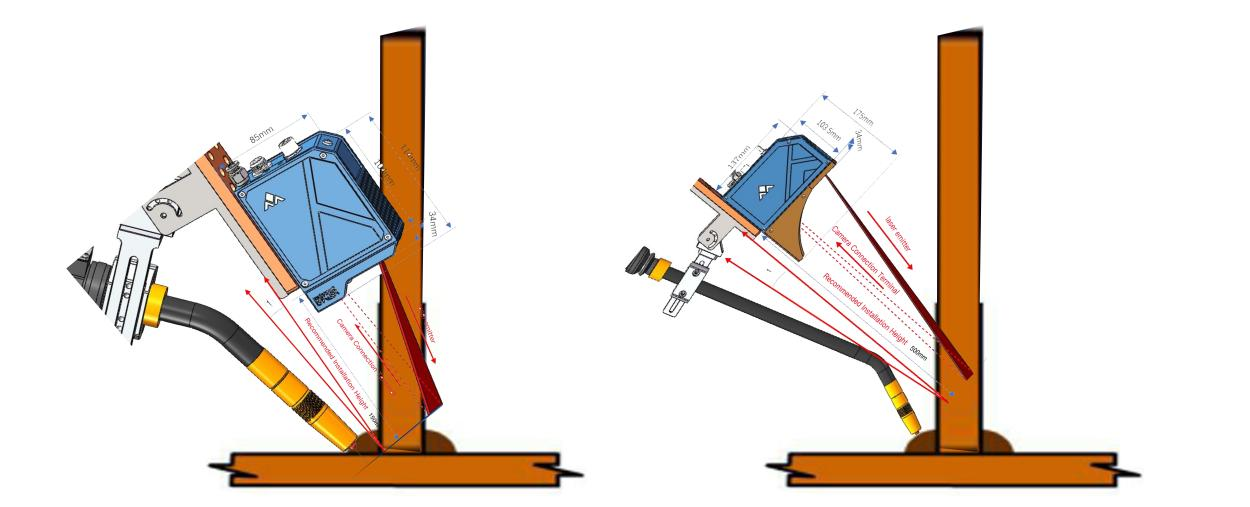
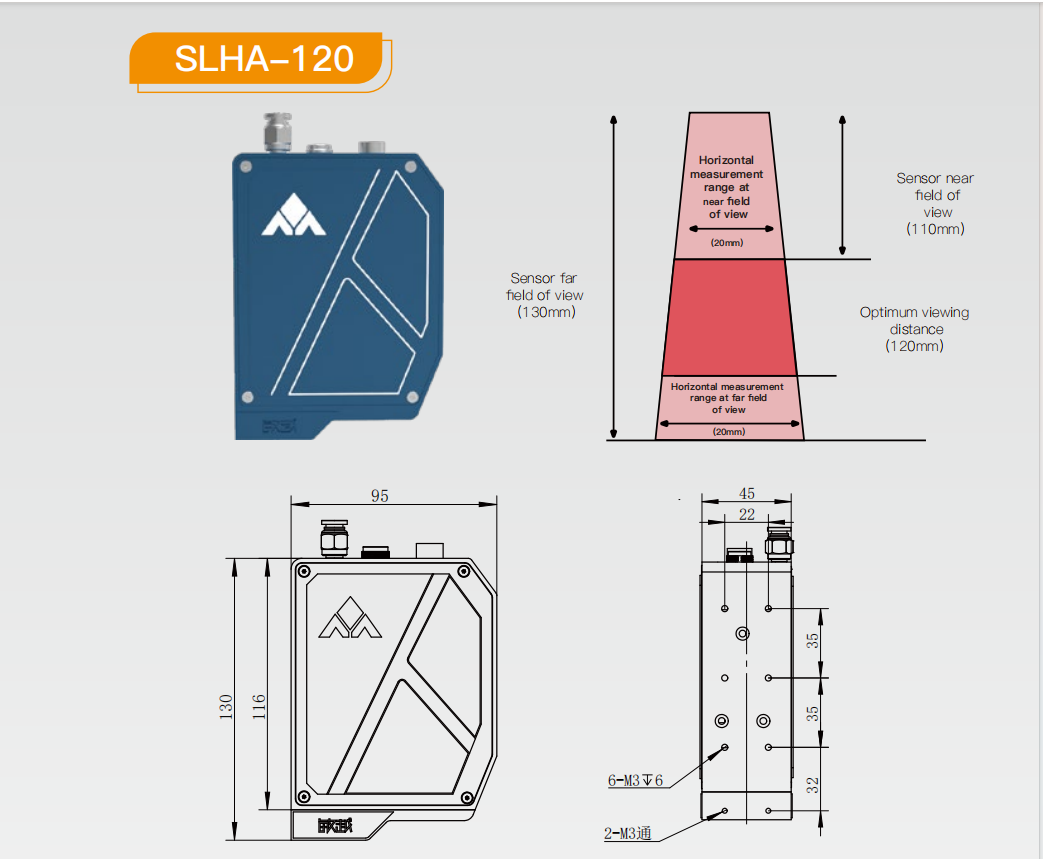
La distance d'observation optimale est d'environ 120 mm.
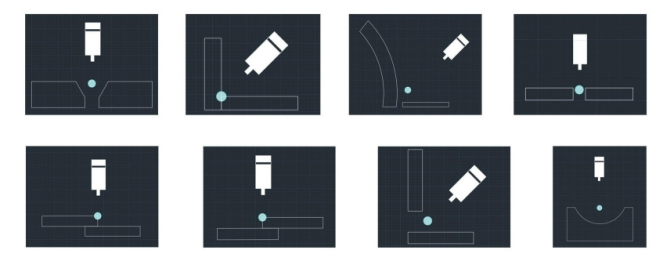
Type de soudure de support
Soudure en V
Soudure d'angle
Soudure par ourlet
Soudure par épissure
Soudures à recouvrement, etc.
Soudures de haute précision, à pas nul. Convient à l'industrie du soudage en acier inoxydable.
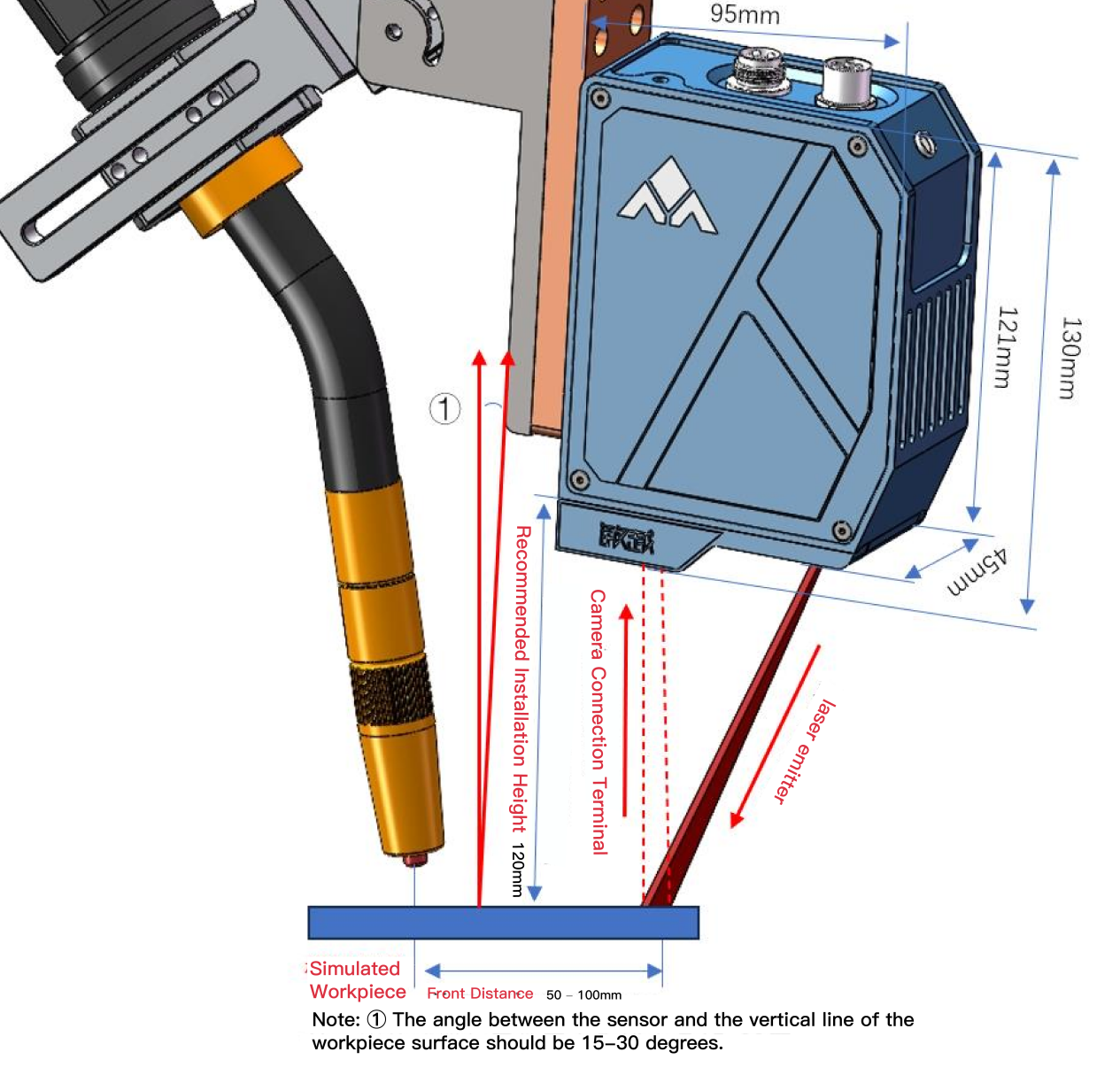
Veuillez sélectionner le type de manière raisonnable en fonction du champ d'application réel, pour éviter le capteur de collision de la pièce, la charge du robot nécessite généralement normalement 20 kg.