
Lastegniek
Underwater boogwelding is 'n weldingsmetode waarby die boog onder die fluxlaag brand. Die weldingsmetode van onderwater boogwelding, stabiele weldingskwaliteit, hoë produktiwiteit, en kan sonder aan welslig en baie min rook wees, hierdie betekenisvolle voordele, maak dat onderwater boogwelding in drukvate, buisvervaardiging, kassibalks en kolwe, en ander belangrike staalstruktuurproduksie wyd gebruik word.
In die laaste jare kom doeltreffende en hoë-kwaliteit weldingsmetodes voortdurend voor, maar dit kan steeds nie die posisie van onderwater boogwelding in sy toepassingsgebied beïnvloed nie. In skeepsbou, elektrisiteitsvoortbringingsuitrusting, ketels en drukvate, groot buise, rolvoertuie, swaar masjinerie, brûe en olraffinering- en chemiese toerusting produksie, het onderwater boogwelding tot die dominante weldingsproses geword en voortgestoot die ontwikkeling van die gewelde struktuurvervaardigingsbedryf.
Weldingskenmerke
Underwater boogwelding is moeilik om in al posisies te vertrek
Baie beperkte geskikte welsmateriaal, hoë vereistes vir voorspoedige konfigurasie
Kan nie direk die posisie van die boog ten opsigte van die afsnypunt waarnem nie, vereis 'n naiweringstrakingsstelsel om welingsakkuraatheid te verseker
Al sy tegniese voordele vereis stabiele en betroubare stelselondersteuning
Die trakingsstelsel moet hoë stroom hê, hoë stabiliteit en sekere waarborg vir welingsakkuraatheid
Projekvereistes
Voor die varsellingsvereistes van onderbogsvarselling bied MinYue Technology WRP-220 met MY302 meer-as-vier-as-bewegingsbeheerder as 'n volledige oplossing. Hierdie stel van oplossings het stabiliteit, betroubaarheid en duurzaam herhalingsvermoë as kern, wat effektief verseker dat die afstand tussen die draad en die skuingradsydwalle en droog uitstrekkingskonstante konstant is, sodat die oorgang tussen die varseling en die skuingradsydwalle vloei, om 'n goeie fusing van die sydwalle, varselslaag outomaties afval, kontinu en duurzaam outomatiese varselling en ander effekte te bereik.
Verminder die gebruiker se PLC-ontwikkelingsbelasting deur die sensor + bewegingsbeheerder volledige stel van oplossings. Plug en play onder die standaard gespesialiseerde masjien, steun lynêre, ringnag, vertraagde volgsysteem en ander modusse. Hierdie stel van oplossings maak skielik welding werklik outomaties, nie net om werkmanskap te bespaar, maar ook om arbeidskwaliteit te verbeter, en vanaf tegniese vlak verder om die werklast van welders en die tegniese vaardigheidseisings te verminder, ten einde stabiliteit en betroubaarheid te verseker terwyl dit kan bereik word dat welding onbemand of minder bemanning is.
Funksionele voordele
WRP-220 met MY302 multi-as bewegingsbeheerder ondersteun nie net kruisglijdersopskaling, maar ondersteun ook verskeie skermloei metodes, insluitend regte voeg, omtreklike voeg, TIG, veellag-kanaal, ens., om die vele behoeftes van die skermloei-proses te voldoen. Sterk teen elektromagnetiese en boogliginterferensie, groot werksafstand, klein formaat, en terselfdertyd beskikbaar met 'n hoë vlak van verdediging, om hoë-nogsiesskermloei te waarborg, wat toegepas word op loeiposisie-vind en real-tyd volgsysteem.
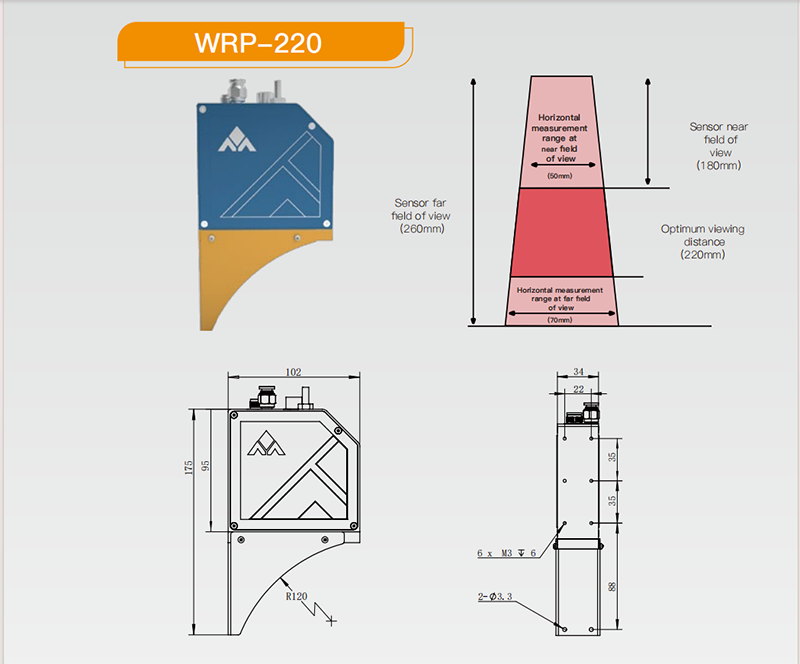
WRP-220 Laser naipevolgsensor
Die laserspoorvolgsensor gebruik 'n laser om die oppervlak van die soldeerspoor te besienig en so 'n laserligband te vorm, wat deur 'n hoëresolusiekamera ontvang en geïmagineer word. Deur algoritmiese verwerking word die driedimensionele kenmerke van die soldeerspoor in gestruktureerde inligting verander, insluitend soldeerstukkoördinate, miswysing, openinge, ens. Hierdie inligting word na die robotbestuurder oorgedra, wat die robot verskaf met die nodige trajek en prosesparameters vir soldeerwerk, wat die robot lei om in real-time te soldeer of werkskuifings te korrekteer, en perfekte soldeerwerk te bereik. In vergelyking met ander oplossings het laserspoorvolg die voordele van nie-kontak, hoë akkuraatheid, spoedige spoed en goeie aanpasbaarheid.
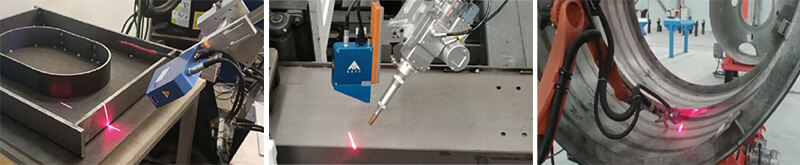
Die sensor gebruik lineêre gestruktureerde ligmeting, wat vinnige lynbeelde vorm, geen kontak maak en geen meganiese beweging het; Sterk aanpasbaar, in staat om naadparameters uit te stuur; Volledig ingebed, met eksterne industriële beheerkompute en vele ander voordele, word dit wyd in verskillende tipes outomatiese skerwing gebruik. Onsverskillelike skerwingsprosesse, kan ons betroubare ondersteuning en stabiele prestasie bied om uitstekende resultate in verskillende skerwingsituasies te verseker.
Die sensor is geskik vir die eisigste toepassings, aangesien dit ongevoelig is vir straalloos, water en stof (IP67) en ongevoelig teen elektromagnetiese straling (EMC).
Met kragtige funksie.
01. posisie- en afwykingskorreksie
Die posisie- en afwykingskorreksiefunksie word gebruik vir vloeië skerwingsituasies van verskillende werfstukke met dieselfde model, maar onkonsekwente toleransies. Hierdie funksie verseker dat geen handmatige ingryping vereis word wanneer werfstukke oorgeskakel word, en die robot word deur die posisie- en afwykingskorreksiesisteem aangestuur om presiese skerwing te bereik.
Twee-punt-posisionering geskik vir reguitlyn 2D-verskuif-skerwings.
Multi-Punt Posisionering Geskik vir meersegment 2d afstandswelds
Segment Posisionering Geskik vir meersegment 3d afstandswelds.
02 Reële Tyd Volgsysteem
Die reële tyd volgsisteemfunksie word in weldingsituasies gebruik wat hoë doeltreffendheid en geen ruimtelike interferensie vereis. Die sensor is vasgemaak relatief tot die weldingstou, en die weldingstou pas die weldingpad outomaties aan volgens die 3D koördinaatdata.
03.Skandeer en outomatiese welde
Die skannings- en outomatiese weldingsfunksie laat toe dat die sensor eers geometriese inligting van die welds versamel. Hierdie funksie is geskik vir hoë-reflektiewe, smal weldingruimtes en komplekse weldingsituasies.
Laser Seam Tracking
Laser Seam Tracking kan hoë, lae en links-en-regsweldingsafwykings opspoor.
Kan kleinspleetverbindingswelds opspoor.
Los die probleem van seam-tracking vir dunplaatverbindingswelding op.
Die ideale waarnemingsafstand is ongeveer 220 mm.
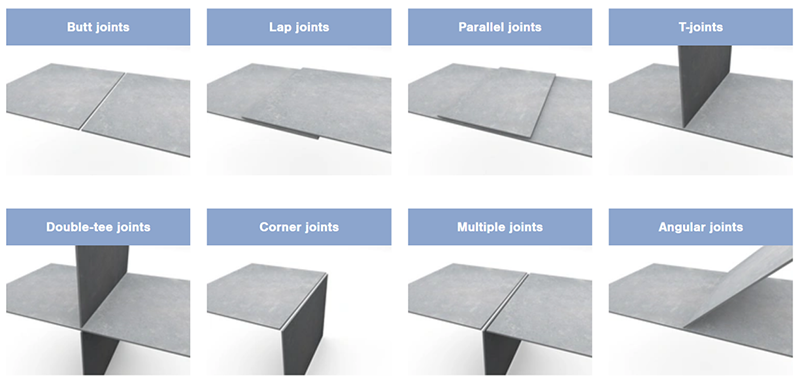
Steunweldtipe
V-groefweld
Hoekweld
Randweld
Spoelingweld
Oorlegwelds, ens.
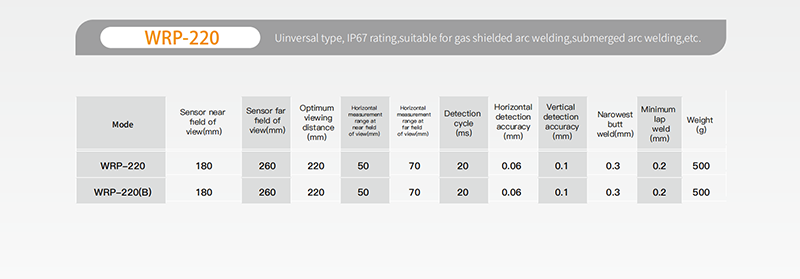
Algemene model, IP67 beskermingsvlak, Geskik vir gasbeskermde skerwing, Dolfokskerwing ens werkscenarios.


 EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK
