
V modernom výrobe priemyselného výrobcu je svarovanie jednou z najdôležitejších metód procesu, široko sa používa v výrobe strojárstva, jadrovej prprene, petrochemickej prprene, leteckej a vesmírnej technike a mnohých iných oblastiach. Pretože svarovanie ako priemyselný „šváč“ je veľmi dôležitým spôsobom spracovania v priemyselnej výrobe, zároveň však kvôli existencii svarovacieho dymu, oblúka, kovového odskoku je pracovné prostredie pri svarovaní veľmi nepriaznivé, kvalita svarovania má rozhodujúci vplyv na kvalitu produktu.
S rozvojom priemyselných robotov, senzorov a umelej inteligencie sa postupne priemyselní svarovacie roboty oslobodzujú pracovníkov od komplikovaných, nepríznostných a dokonca nebezpečných pracovných miest pri svarovaní. Podľa informácií uverejnených v IFR 2021 počet priemyselných robotov fungujúcich v továrnach po celom svete dosiahol rekordných 3 miliónov, čo predstavuje nárast o 10% ročne. Podľa údajov IFR 2018 sa 40% priemyselných robotov používa v odvetví svarovania a rezania.
Svarovací robot od svojho vzniku po súčasnosť približne prešiel troma generáciami: prva generácia je režim práce „výuka-opakovanie“ (Teaching and playing) robota, ktorý sa vykonáva prostredníctvom jednoduchého ovládania, bez potreby modelu prostredia, pričom výuka môže opraviť chyby spôsobené mechanickou štruktúrou a ďalšími charakteristikami, čo ho čoskoro rozšírilo na použitie v priemyselnej svarovej výrobe. Druhá generácia je založená na štrukturálnom prostredí a typ offline programovania (Off-line programming) svarovacieho robota, ktorá kombinuje informácie o svarovacom prostredí a CAD/CAM dáta o dielu pomocou techník počítačovej grafiky, offline plánovanie a 3D dynamická simulácia svarovacích úloh. Tento druh svarovacieho robota sa obvykle objavuje vo forme „priemyselný robot + offline programovanie“ pracovnej stanice, napríklad bežné tretie strany softvéru pre offline programovanie RobotMaster, Sprutcam, RobotSmart na trhu a tiež offline softvéru RobotStudio, Roboguide výrobcov tela robota atď. Tretia generácia znamená inteligentný (Intelligent) svarovací robot vybavený rôznymi senzormi, ktorý môže samostatne programovať a plánovať podľa svarovacieho prostredia po prijatí operačných pokynov. V dôsledku zložitosti jeho technológie a oneskorením umelého inteligentného systému sa táto generácia svarovacích robotov nachádza v experimentálnej výskumnnej fáze. Momentálne má niekoľko domácností aj zahraničných výrobcov súvisiace produkty. Autor nazýva druhé generácie offline programovacieho softvéru modelovo-odpovedajúcim programovaním robota a tretiu generáciu modelovo-odpovedajúcim automatickému programovaniu založenému na vízií.
Nasledujúci obsah je suchý tovar, ktorý predstavuje názor autora osobne a nemusí úplne reprezentovať oficiálnu stranu Min Yue Technology. V procese výroby na fábrici majú svačenie a rezanie vysoke požiadavky na spoľahlivosť a technologické aspekty. Rezacie a svačiaci systémy založené iba na vizuálnej analýze sú vhodné pre akademické výskumy, ale aktuálne v priemyselnom prostredí nie sú použiteľné, alebo sú použiteľné len v špecifických podoblastiach. Dôvody sú uvedené nižšie. Po prve, po získaní údajov o prostredí (pracovnom dielu) musí svačiaci robot posúdiť a vypočítať pozíciu pre svačenie alebo rezanie pracovného diela, čo je problém podobný technológiám autonomného jazdy na úrovni 4. Špecifikácie zahrňajú: 1. Získané dáta môžu byť neúplné alebo nedostatočne presné; 2. Dokonca aj keď sú dáta v poriadku, ako ich automaticky a spoľahlivo extrahovať z komplexných bodových oblakov alebo obrazových dát; 3. Extrahovanie spracovacej trajectórie a určenie procesu svačenia a rezania je ťažšie ako prvé dve body.
Porovnanie programu bezkontrolného vyučovania tretieho a štvrteho generácie
| schéma | Bezmodelové ťahanie | Založené na modelovo ťahacom a vízií |
| Metóda plánovania trajektórie robota | Plánovanie robota sa realizuje pomocou detekovaného prostredia dát z čujníkov a kombinovaním s algoritmom kinematiky robota. | Pomocou robota, pracovnej stanice a modelu práce, podľa svárnickej pozície v modeli práce, kombinovaného s algoritmom kinematiky robota. |
| Či je potrebné zvážiť účasť pred výrobou | Sú vyžadované manuálne inštrukcie alebo postupy vizuálneho skenovania | Trajektória, ktorá má byť spracovaná, musí byť označená z modulu čísel kusov práce napred |
| zasahovať;vstupovať;vmiešať sa | Vyberte trať, ktorá má byť spracovaná z bodového oblaku skenovania, alebo automaticky vypočítajte podľa prednastavených pravidiel. | Žiaden zásah |
| Úplné perspektívne dáta | potrebuje | nedoterané |
| presná lokalizácia | potrebuje | potrebuje |
| spoľahlivosť | VŠEOBECNÉ | Silný |
| univerzálne vlastnosti | Žiadna obecnosť | Silný |
V tomto prípade citlivá technológia používaná v CAD/CAM, robotike a 3D víziu, umelá inteligencia, roky akumulácie, v existujúcich zrelých softveroch pre inteligentné programovanie robotov a 3D vizuálnych senzoroch, na základe druhej a tretej generácie dvoch programovacích výhod, navrhli štvrtú generáciu voľného učenia automatického programovacieho systému - t.j. metódu založenú na modelovom riadení a autonómnom programovaní vizuálnych senzorov.

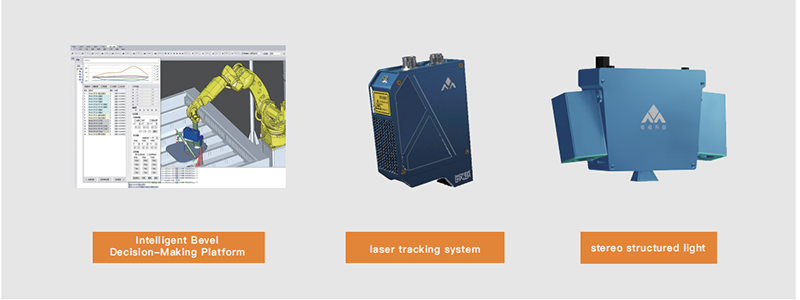
Ako je uvedené na obrázku vyššie, pred výrobou sa používa trajektória robota na plánovanie modulu číselného označenia pracovného kusy. Určte príslušný proces pre každú časť prostredníctvom modelového označovania a automatického extrahovania. Však existujú rozdiely medzi digitálnym offline softvérom a skutočnou pracovnou staniciou, vrátane odchýlenia medzi modelom a skutočným pracovným kusom, ako aj deformáciou počas procesu spájania a rezania. Na tento problém sa používajú 3D vizuálne senzory rôznych mier, aby sa dosiahli hrubé a jemné pozície trajektórií. Prostredníctvom kombinácie rôznych senzorov môžu byť splnené požiadavky na programovanie širokého rozsahu (viac než 100 mm) a vysokú presnosť (menej ako 0,1 mm) kompenzácie trajektórie. Tento postup je veľmi univerzálnej, v procese výroby nie je žiadne ľudské zásahy, a kombinácia digitálneho modelovania a meraných údajov senzora zvyšuje spoľahlivosť.
Funkcia offline programovacieho softvéru RobotSmart je podrobne popísaná nižšie. Vzali sme si za príklad bezplatné učenie spájania prednej vertikálnej nosníka komponentu elektrickej trojfólie s nízkou rýchlosťou, aby sa vysvetlil proces operácie.
Krok 1: Otvorte softvér a vstúpte do modulu spájania. Podľa kusku sa vyberá, či sa má použiť prvý prehľad pred spájaním, umiestnenie alebo sledovanie. Druhým krokom je vybrať kusok a hránku na spájanie pre plánovanie trajektórie a automatické výpočty procesu.
Hodnoto veci, že momentálne RobotSmart podporuje štyri rodiny robotov a široké spektrum robotov. Liniový laserový senzor podporuje len modely HA, WR a LDW spoločnosti Minyue Technology, a podporuje tiež binokulárnu štrukturálnu svetlovo vrátane SmartEye Vision WR Yue samostatne vyvinuté R/HA série.
 EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK
