EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK



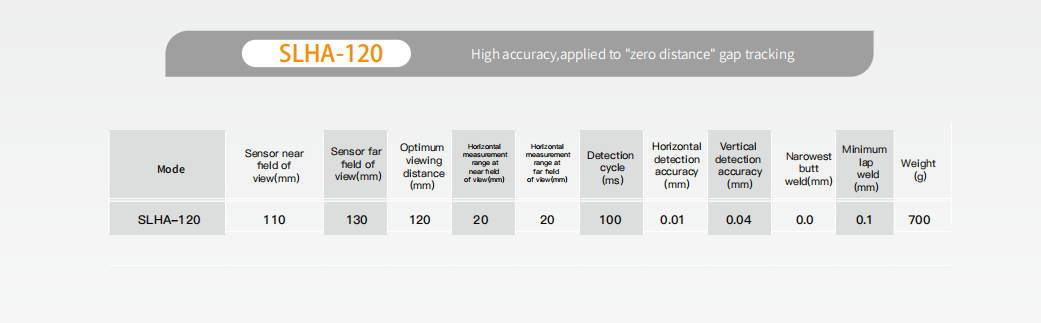
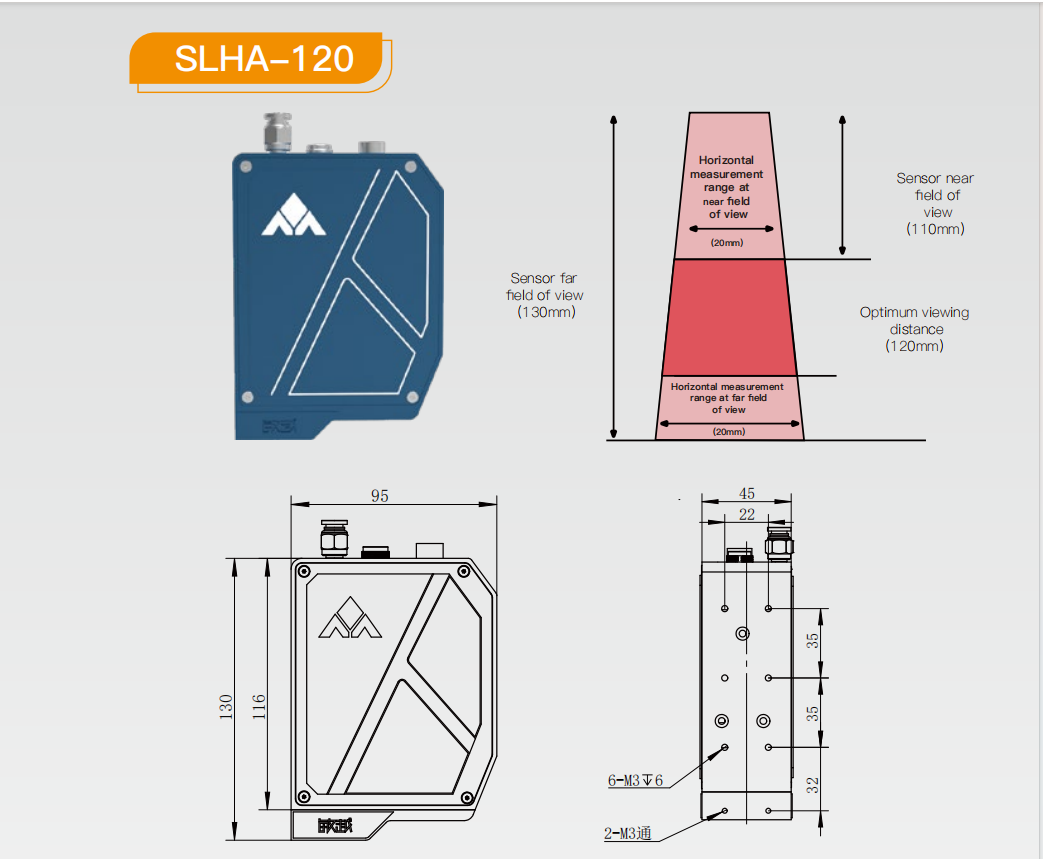
SLHA-120 Laserový senzor sledovania švu
S funkciami stanovenia pozície, reálnodobého sledovania, skenovania a automatického spájania.
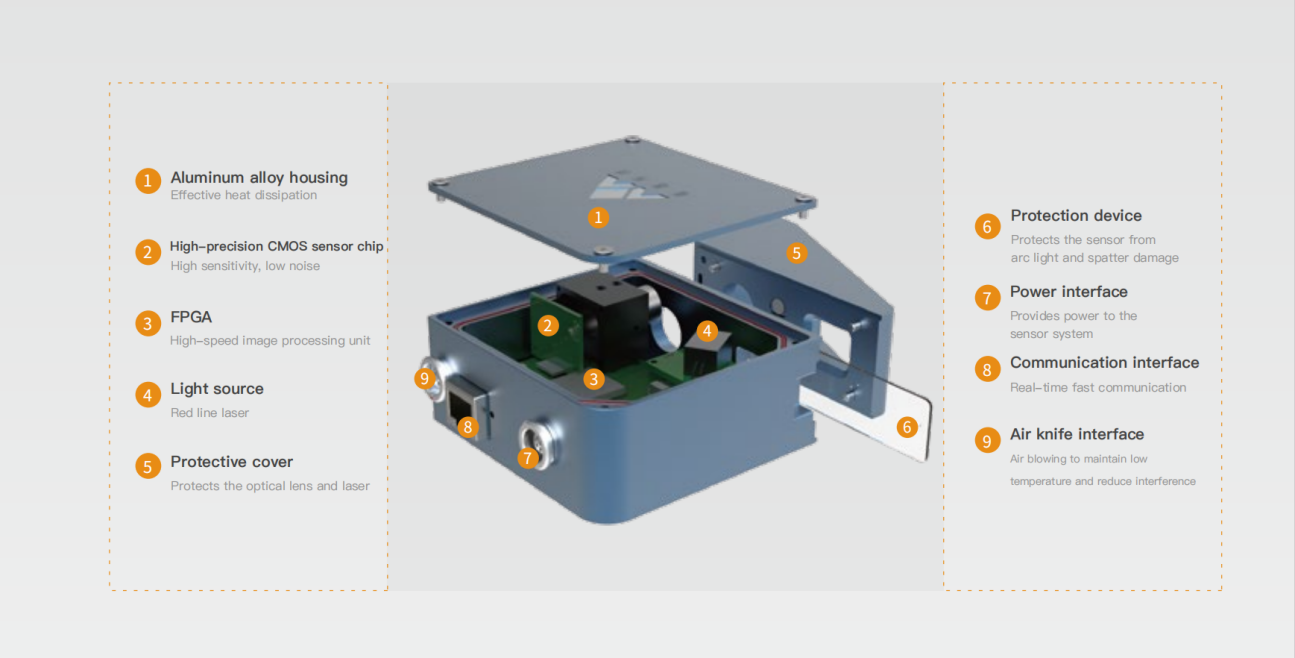
- Prehľad
- Podpora značky robota
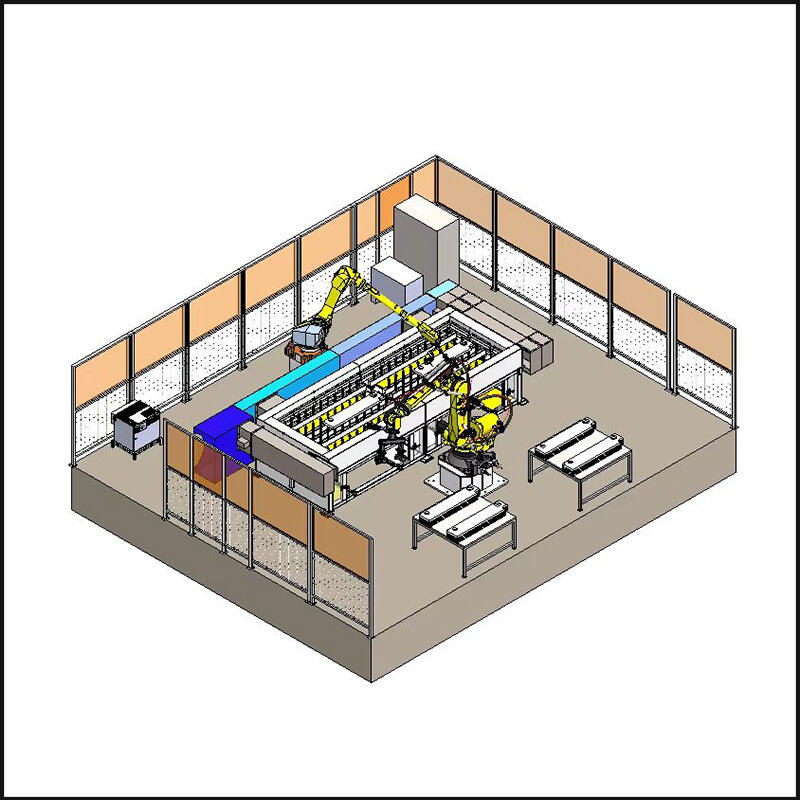
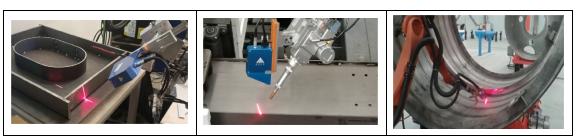
Čúvajúci senzor na sledovanie švarov používa laser na ozářenie povrchu švaru, čím vznikne laserové svetelné pásma, ktoré je zachytávané a obrazované vysokorozlíškovou kamerou. Algoritmom spracovania sa prevádzajú trojrozmerné charakteristiky švaru na štrukturované informácie, vrátane súradníc spojov, posunutí, medzier atď. Táto informácia je prenosená do robótskeho regulátora, ktorý poskytuje robotovi potrebné trajektorie a procesné parametre pre svarovanie, čo robota vieso k svarovaniu alebo korekcií odchýlok pracovníkov v reálnom čase, dosahujúc tak dokonalú prácu pri svarovaní. V porovnaní s inými riešeniami má sledovanie švarov pomocou lasera výhody nekontaktnosti, vysoká presnosť, rýchlosť a dobrú prispôsobiteľnosť.

Senzor používa meranie lineárne štruktúrovaného svetla, ktoré má rýchlu čiarovú expozíciu, bez kontaktu a bez mechanického pohybu; Silná prispôsobiteľnosť, schopná výstupu parametrov svarového zväzu; Plne zabudovaná forma s vonkajšími priemyselnými počítačmi a mnohými ďalšími výhodami, široko sa používa v rôznych typoch automatizovaného svarovania. Bez ohľadu na technológiu svarovania môžeme ponúknuť spolehlivú podporu a stabilné výkon, aby sa zabezpečili vynikajúce výsledky v rôznych scénariách svarovania.
Plne grafické softvérové rozhranie, proces nastavenia parametrov, detaily nápovedného menu, aj neprofesionáli môžu rýchlo začať pracovať.
*Detekcia nulového medzeru sa týka senzorov vybavených touto funkcionalitou, ktoré sú schopné identifikovať medzery nižšie ako 0,1 mm
*Viditeľná vzdialenosť je iba orientačná a môže byť upravená podľa konkrétnych požiadaviek používateľa
Čúvateľ je vhodný pre najnáročnejšie aplikácie, keďže je nečutný na nepožadované svetlo, vodu a prach (IP67) a odolný voči elektromagnetickému zášvieťu (EMC).
S mocnou funkcionalitou.
01. pozícia a oprava odchýlky
Funkcia pozíciovania a korekcie odchýlok sa používa v pružných scénariách svarovania rôznych zliatiev rovnakého modelu, ale s nezhodnými toleranciami. Táto funkcia zabezpečuje, že pri prepnutí zliatiev nie je potrebné manuálne zasahovať a robot je riadený systémom pozíciovania a korekcie odchýlok na dosiahnutie presného svarovania.
Dvojbodové pozíciovanie vhodné pre priamkové 2D posunuté spoje.
Viacobodové pozíciovanie vhodné pre viacsúčiastkové 2D posunuté spoje.
Častiachové pozíciovanie vhodné pre viacsúčiastkové 3D posunuté spoje.
02 Reálnocasové sledovanie
Funkcia reálnocasového sledovania sa používa v scénariách svarovania vyžadujúcich vysokú účinnosť a bezprostredné priestorové interferencie. Senzor je pevne umiestnený voči svarovému pochodiu a svarové pochodie automaticky prispôsobí svarovaciu trajectóriu podľa 3D súradnicových dát.
03.Skenovanie a automatické svarovanie
Funkcia skenovania a automatického svarovania umožňuje senzorovi najprv zbierať geometrické informácie o svaroch. Táto funkcia je vhodná pre priestory so vysokou odrazivosťou, úzke svarovacie priestory a zložité scénariá svarovania.
Sledovanie laserového šva
Sledovanie laserového šva môže detegovať odchýlky švu hore, dole, vľavo a vpravo.
Môže detegovať svarovacie spoje s malými medzerami.
Rieši problém sledovania svarového šva pri spojení tenkých plátov.
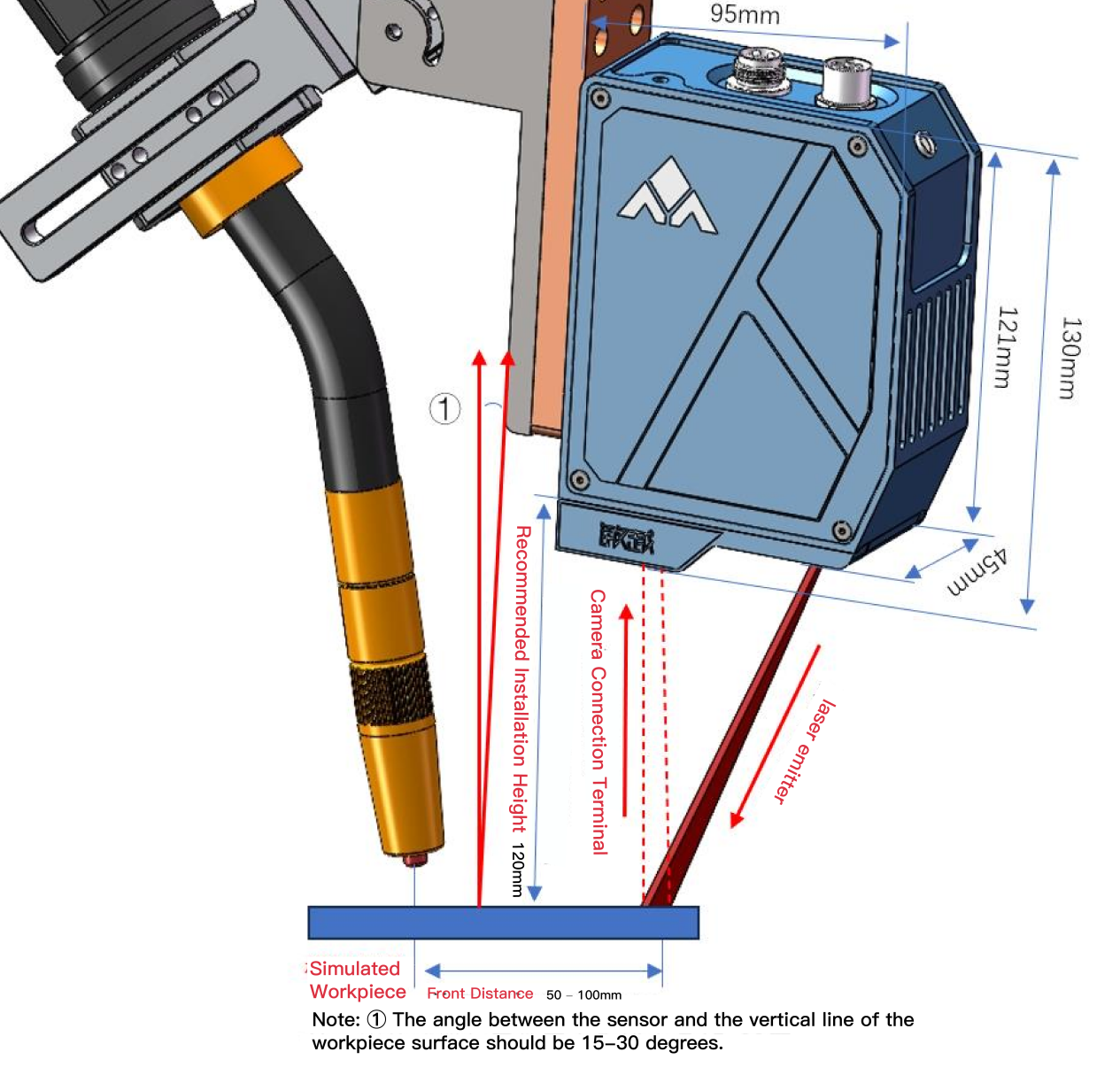
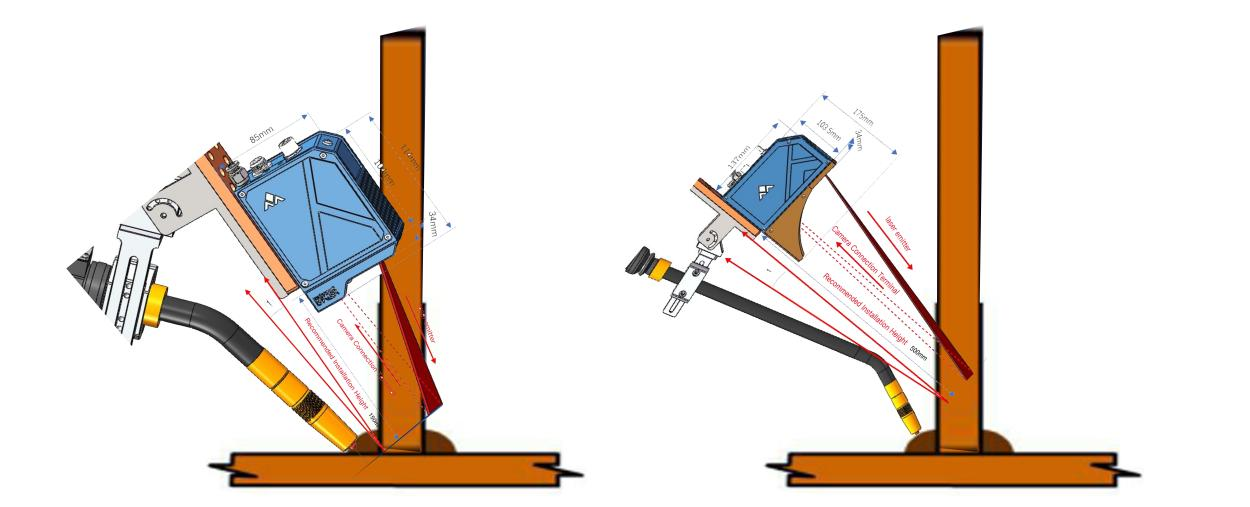
Optimálna pozorovacia vzdialenosť je približne 120 mm.
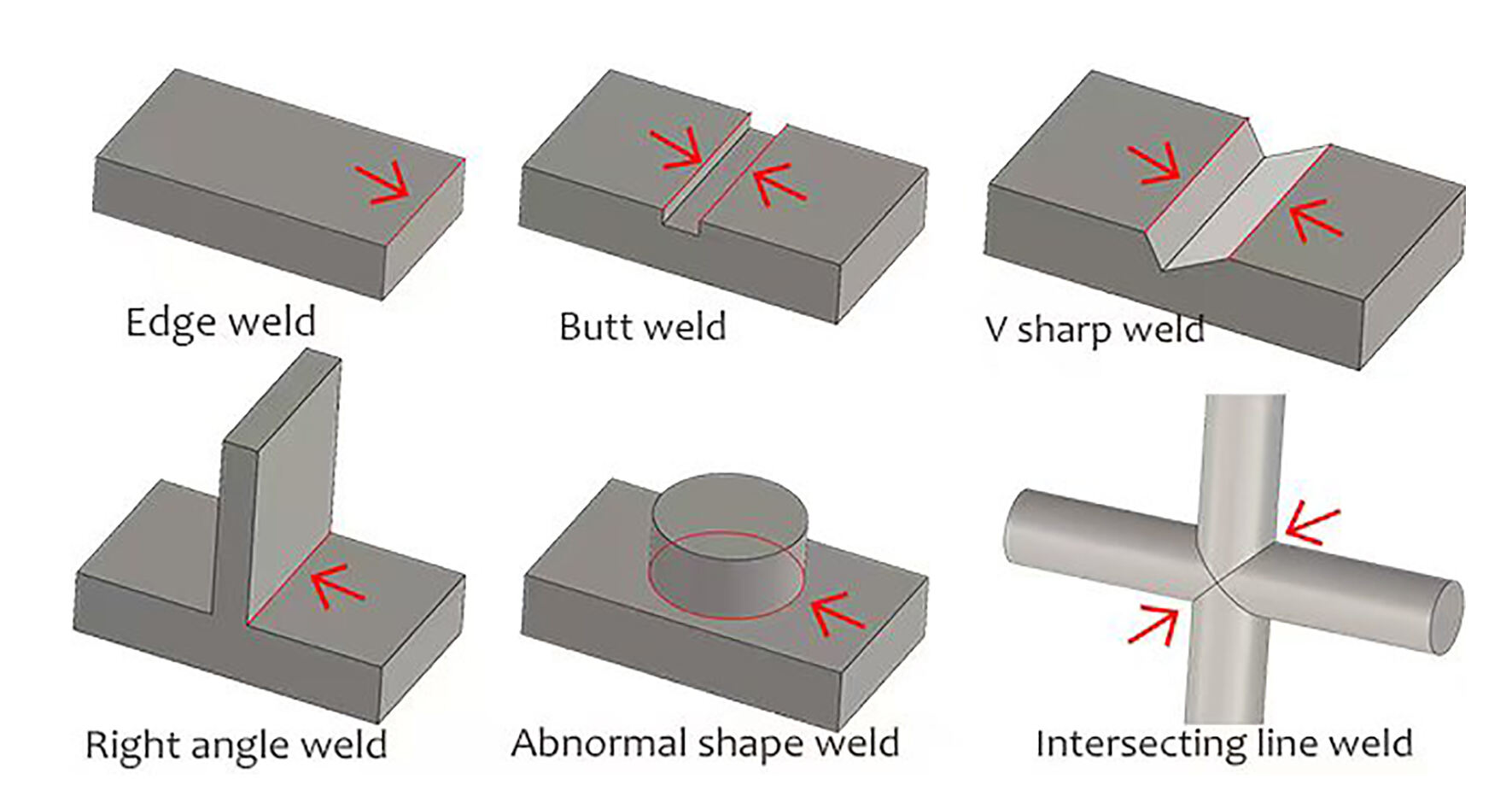
Podporovaný typ svaru
V-kanálový svar
Kosošikmý svar
Obkladený svar
Spojovacie sváranie
Prekrytové spoje atď.
Vysoká presnosť, nulové švy. Vhodné pre priemysel svařovania z oceli nezhúbnej.
S modrým laserovým svetlom pre vysokú odrazivosť svetla a lesklé prostredie. špeciálne navrhnuté na laserové svarovanie aluminíkových ligier v rámci procesu svarovania.
Vyberte typ rozumné podľa skutočného rozsahu použitia, aby sa vyhli kolidovaniu senzora s výrobkom, obvykle je potrebná nosnosť robota aspoň 20KG.
Kooperatívny partner

Podpora značky robota