
Метод сварки
Сварка под флюсом — это метод сварки, при котором дуга горит под слоем флюса. Метод сварки под флюсом обеспечивает стабильное качество сварки, высокую производительность и может обходиться без света дуги, а также практически без дыма, что являются значительными преимуществами, благодаря которым сварка под флюсом широко применяется в производстве давлений сосудов, труб, балок коробчатого сечения и колонн, а также других важных стальных конструкций.
В последние годы появляются новые высокоэффективные и качественные методы сварки, но они всё равно не могут повлиять на положение сварки под флюсом в её области применения. В судостроении, производстве электрооборудования, котлов и сосудов под давлением, крупных трубопроводов, железнодорожного транспорта, тяжёлого машиностроения, мостов и оборудования для нефтепереработки и химической промышленности сварка под флюсом остаётся доминирующим технологическим процессом и продолжает способствовать развитию производства сварных конструкций.
Характеристики сварки
Сварка под слоем флюса затруднена при выполнении в различных положениях
Очень ограниченный выбор подходящих материалов для сварки, высокие требования к конфигурации перед сваркой
Невозможно напрямую наблюдать положение дуги относительно кромки, требуется система отслеживания шва для обеспечения точности сварки.
Все его технические преимущества требуют стабильной и надежной системной поддержки.
Система отслеживания должна иметь высокий ток, высокую устойчивость и определенные гарантии точности сварки.
Требования к проекту
Для требований сварки методом под слоем флюса компания MinYue Technology предоставляет WRP-220 с многоосевым контроллером движения MY302 в качестве полного решения. Данное решение,以人民为 стабильности, надежности и длительной повторяемости, эффективно обеспечивает постоянное расстояние между проволокой и боковыми стенками кромки, а также сухое удлинение, что гарантирует плавный переход между швом и боковыми стенками кромки, добиваясь хорошего сплавления боковых стенок, автоматическое отслаивание шлака, непрерывную и длительную автоматическую сварку и другие эффекты.
Сократите нагрузку на разработку ПЛК пользователя благодаря полному набору решений «датчик + контроллер движения». Подключайте и используйте под стандартные специализированные машины, поддерживаются линейный, кольцевой шов, задержка отслеживания и другие режимы. Этот набор решений делает сварку по-настоящему автоматизированной, что не только экономит рабочую силу, но и повышает качество труда, снижая с технической точки зрения физическую нагрузку на сварщиков и требования к их квалификации, чтобы при этом обеспечивать стабильность и надежность, а также достигать сварки без участия человека или с минимальным количеством персонала.
функциональные преимущества
WRP-220 с многоосевым контроллером движения MY302 не только поддерживает модернизацию поперечной подачи, но и предлагает несколько методов сварки швов, включая прямой шов, окружной шов, TIG, многослойный канал и т.д., чтобы удовлетворить различные потребности процесса сварки. Высокая устойчивость к электромагнитным и световым возмущениям от дуги, большой рабочий ход, компактные размеры, а также высокий уровень защиты, что обеспечивает высокоточную сварку, применяемую для поиска положения сварки и реального времени отслеживания.
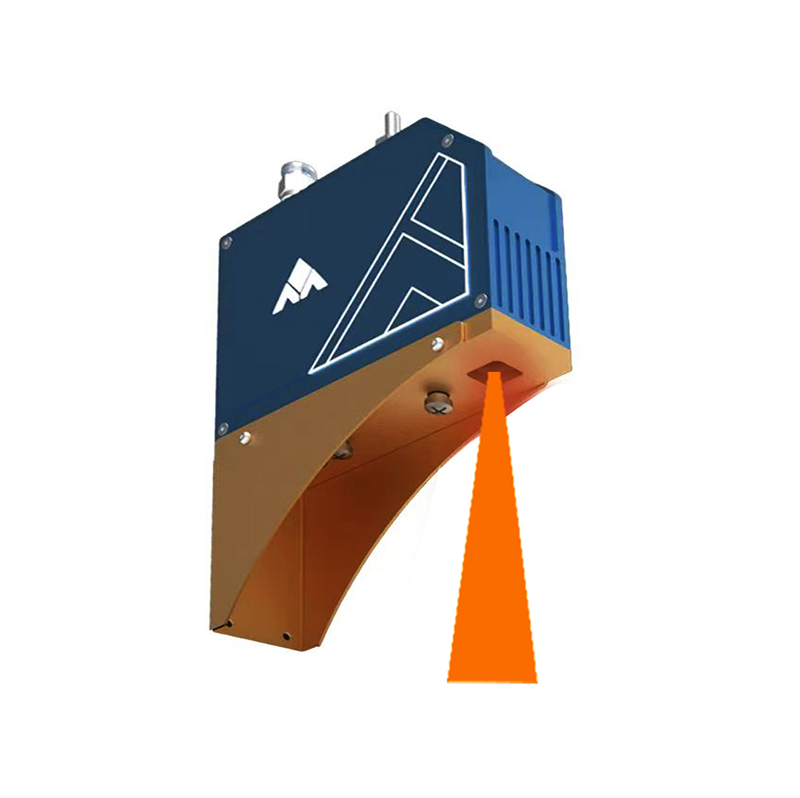
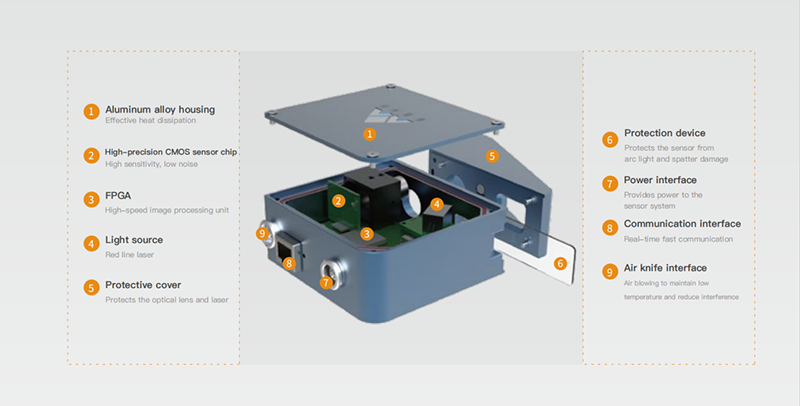
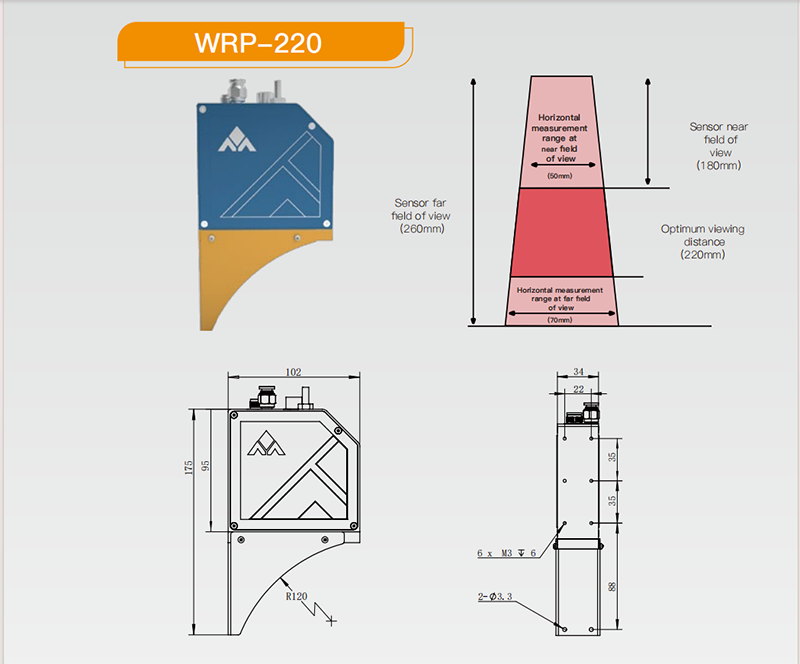
WRP-220 Лазерный датчик отслеживания шва
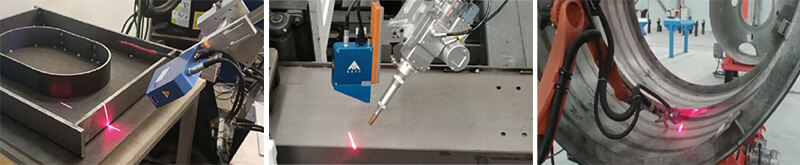
Датчик отслеживания шва с использованием лазера применяет лазер для облучения поверхности сварочного шва, формируя лазерную световую полосу, которая затем принимается и фиксируется высококачественной камерой. С помощью алгоритмической обработки трехмерные характеристики сварочного шва преобразуются в структурированную информацию, включая координаты места соединения, смещение и зазоры и т.д. Эта информация передается контроллеру робота, предоставляя роботу необходимые траекторию и параметры процесса для сварки, что направляет робота на выполнение сварки или корректировку отклонений деталей в реальном времени, обеспечивая идеальную работу по сварке. По сравнению с другими решениями, лазерное отслеживание шва имеет преимущества: бесконтактность, высокая точность, быстрая скорость и хорошая адаптивность.
Датчик использует линейное измерение структурированного света, что обеспечивает высокую скорость линейной съемки, отсутствие контакта и механического движения; Высокая адаптивность, способность выводить параметры сварочного шва; Полная встраиваемость, с внешними промышленными компьютерами и множеством других преимуществ, широко применяется в различных типах автоматической сварки. Независимо от процесса сварки, мы можем предоставить надежную поддержку и стабильную производительность для достижения отличных результатов в разных условиях сварки.
Датчик подходит для самых сложных приложений, так как он нечувствителен к рассеянному свету, воде и пыли (IP67) и устойчив к электромагнитным излучениям (ЭМС).
С мощной функциональностью.
01. позиционирование и коррекция отклонений
Функция позиционирования и коррекции отклонений используется для гибких сценариев сварки различных деталей одного типа, но с несоответствующими допусками. Эта функция гарантирует, что при переключении деталей не требуется ручного вмешательства, а робот руководствуется системой позиционирования и коррекции отклонений для точной сварки.
Двухточечное позиционирование, подходящее для прямолинейных 2D-смещений сварных швов.
Многоточечное позиционирование Подходит для многосегментных 2D соединений с-offset сваркой
Сегментное позиционирование Подходит для многосегментных 3D соединений с-offset сваркой.
02 Реальное отслеживание в реальном времени
Функция реального времени используется в сварочных сценариях, требующих высокой эффективности и отсутствия пространственных помех. Датчик фиксируется относительно сварочной горелки, и сварочная горелка автоматически корректирует траекторию сварки согласно 3D координатным данным.
03. Сканирование и автоматическая сварка
Функция сканирования и автоматической сварки позволяет датчику сначала собирать геометрическую информацию о швах. Эта функция подходит для высокоотражающих, узких пространств сварки и сложных сварочных ситуаций.
Лазерное отслеживание стыков
Лазерное отслеживание стыков может обнаруживать отклонения швов по высоте, ширине и сторонам.
Может обнаруживать стыковые швы с маленькими зазорами.
Решает проблему отслеживания сварочного шва при стыковке тонких пластин.
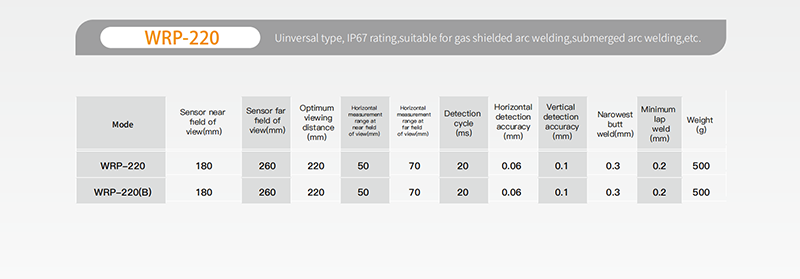
Оптимальное расстояние наблюдения составляет около 220 мм.
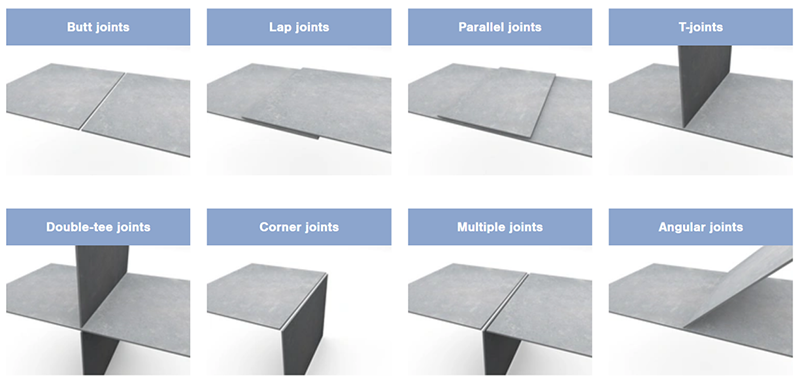
Тип соединения для сварки
Сварка в V-образный шов
Косынчатая сварка
Сварка загибом
Сварка стыков
Накладные сварные соединения и т.д.
Универсальная модель, уровень защиты IP67, подходит для газовой сварки с защитой, погружной дуговой сварки и других рабочих сценариев.


 EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK
