
Mūsdienu ražošanas procesā svaidīšana ir viens no svarīgākajiem metodiem, kas plaši tiek izmantoti maskiņu ražošanā, kodolindustrijā, petrokimijas nozarē, kosmosa tehnoloģiju un daudzās citās jomās. Jo svaidīšana kā industriālais „ševs” ir ļoti svarīgs apstrādes līdzeklis industriālā ražošanā, vienlaikus, tāpēc ka pastāv svaidīšanas smogu, loku un metāla sprādzienu dēļ, svaidīšanas darba vides ir ļoti sliktas, un svaidīšanas kvalitāte ir noteicoša produkta kvalitātei.
Ar industrijas robotu, senzoru un mākslīgā intelekta tehnoloģiju attīstību, industrijas svaidīšanas roboti pakāpeniski atbrīvo strādniekus no sarežģītiem, grūtiem un pat briesmām piemērotiem svaidīšanas darba vietām. Pēc IFR 2021 publicētajiem datiem, pasaules fabrikās darbojošos industrijas robotu skaits sasniedzīs rekordu 3 miljonus, kas ir par 10% vairāk nekā iepriekšējā gadā. Pēc IFR 2018 datiem, 40% no industrijas robotiem tiek izmantoti svaidīšanas un griešanas nozarē.
Svāršanas robots no tā radīšanas līdz šodienai aptuveni ir pārgājis cauri trim paaudzēm: pirmā paaudze ir robota darbības režīms "apmācība-atkārtošana" (Teaching and playing), kas, tā kā ir vienkāršs izmantošanā un neatliek vajadzību pēc vide modeļa, apmācība var novilkt kļūdas, kas izraisītas mehāniskā struktūrā un citiem raksturlielumiem, tāpēc tas ir plaši izmantots rūpnieciskajā svāršanas ražošanā. Otrā paaudze ir balstīta uz strukturālo vidi un bezvietnes programmēšanas veidu (Off-line programming) svāršanas robotu, kas savieno iegūto informāciju par svāršanas vidi un darba gabala CAD/CAM datus, izmantojot datorgrafikas tehnoloģijas, bezvietnes plānošanu un 3D dinamisko simulāciju svāršanas uzdevumiem. Šādi svāršanas roboti parasti parādās veidā "rūpniecisks robots + bezvietnes programmēšana" darbvietā. Piemēram, bieži sastopamie trešās puses bezvietnes programmēšanas programmatūras piemēri tirgū, piemēram, RobotMaster, Sprutcam, RobotSmart, kā arī robotu pagatnes ražotāju bezvietnes programmatūra, piemēram, RobotStudio, Roboguide utt. Trešā paaudze attiecas uz intelektuālu (Intelligent) svāršanas robotu, kurš, saņemot operācijas instrukcijas, spēj neatkarīgi programmēties un plānot, aprīkojot to ar dažādiem senzoriem atbilstoši svāršanas vides prasībām. Tā kā tās tehnoloģijas sarežģītība un mašīnmākslas atpalaidība, šīs paaudzes svāršanas roboti atrodas eksperimentālā pētījumu posmā. Pašlaik daži ražotāji no visām pasaules daļām ir izstrādājuši saistītus produktus. Autors sauc otrās paaudzes bezvietnes programmēšanas programmatūru par modelējuma vadītu robotu programmēšanu, bet trešās paaudzes modelējuma vadītu automātisko programmēšanu balstoties uz redzes sistēmu.
Sekojošais saturs ir sausas preces, kas ir autora personiskais viedoklis un nevis pilnībā pārstāv Min Yue Tehnoloģiju oficiāli. Rūpnīcas ražošanas procesā svārku un griešanas operācijām ir augsti prasības gan drošībai, gan procesa izpildes attiecībā. Tīri vizuālajiem griešanas un svārku risinājumiem ir piemērota akadēmiskā pētījumu veidošana, tomēr pašreizējais rūpnieciskais konteksts nav piemērots vai tad tikai konkrētām speciālajām situācijām. Iemesli parādīti zemāk. Pirmkārt, pēc vide (darba gabala) datu ieguves, svārku robots jānovērtē un aprēķina darba gabala svārku vai griešanas vieta, kas ir problēma, līdzinoties ar LEVEL 4 autonomijas braukšanas tehnoloģiju. Grūtības ietver: 1. Iegūtie dati ir pazudušies vai nav pietiekami precīzi; 2. Pat ja dati atbilst prasībām, kā no sarežģītās punktu mākoņa datu vai attēlu datu automātiski un uzticami izvilkt svārku vietu; 3. Izgriezt apstrādes maršrutu un kā noteikt svārku un griešanas procesu, kas ir grūtāks nekā iepriekš minētie divi punkti.
Trešās un ceturto paaudzes salīdzinājums starp programmu bez eksāmenu mācību plānu
| shēma | Modelēšanas brīva vadība | Balstoties uz modelēšanu un redzēšanu |
| Robota trajektorijas plānošanas metode | Robota plānošana notiek, izmantojot datus no videņem, kas noteiktas senzoru palīdzībā, un kombinējot to ar robota kinematikas algoritmu. | Izmantojot robotu, darbvietas un darbgaramodeli, atbilstoši sudzēšanas pozīcijai darbgaramodelī, kombinējot to ar robota kinematikas algoritmu. |
| Vai ir nepieciešams ņemt vērā līdzdalību pirms ražošanas | Nepieciešama manuālā instrukcija vai vizuālais skenēšanas procedūras | Trajektoriju jāzīmē iepriekš no darbgaramodules |
| iedomāties;iesaistīties;pieskārties | No skenēšanas punktu mākoņa atlasiet apstrādāmo ceļu vai automātiski aprēķiniet pēc iepriekš noteiktajām noteikumiem. | Nav iesaistes |
| Pilna perspektīvas dati | vajadzība | nepieciešams |
| precīza lokalizācija | vajadzība | vajadzība |
| Uzticamība | VISPĀRĪGI | spēcīgs |
| vispārīga īpašība | Nav vispārinājums | spēcīgs |
Šajā gadījumā sensitīvā tehnoloģija tiek izmantota CAD/CAM, robotikā un 3D redzēšanā, manmade intelekta jomās, kas ir akumulētas dažās gadu garumā. pamatojoties uz esošajiem pilnībā veidotajiem robotu intelektuālajiem programmatūras rīkiem un 3D vizuālajiem senzoriem, ņemot vērā otrā un trešā paaudzes abas programmatūras priekšrocības, tiek piedāvāts ceturto paaudzi brīva mācību automātiskais programmēšanas veids - proti, modelis balstīts uz vizuālo sensoru autonomo programmēšanu.

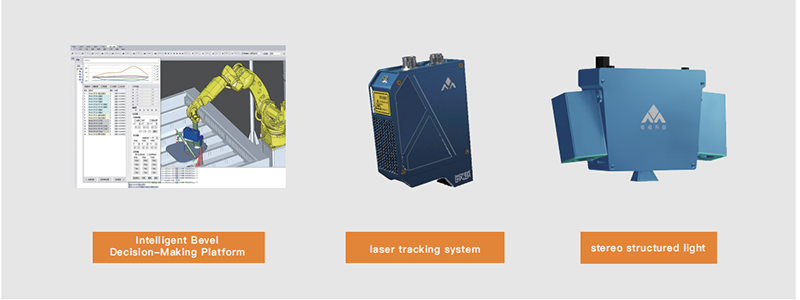
Kā redzams zemāk norādītajā attēlā, pirms ražošanas, robotam paredzēta trajectoirja plānošana darbvirsmas moduļa numuram. Noteikt katras daļas atbilstošo procesu, izmantojot modelēšanas marķieri un automātisko informācijas izgūšanu. Tomēr pastāv atšķirības starp ciparu offline programmatūru un reālo darba staciju, tostarp modeļa un reālās darbvirsmas novirzi, kā arī deformāciju svars un griešanas procesā. Šai problēmai risinājumam tiek izmantoti 3D vizuālie senzori dažādās mēroga apjomos, lai veiktu trajektoriju apkopojumu un precīzu pozicionēšanu. Izmantojot dažādu senzoru kombināciju, var būt ievērojams programma ar plašu diapazonu (vairāk nekā 100mm) un augstu precizitāti (mazāk nekā 0,1mm) trajectoiras kompensācijai. Plāns ir ļoti universāls, ražošanas procesā nav nepieciešama cilvēka iejaukšanās, un ciparu analogu un senzoru mērījumu datu kombinācija uzlabo uzticamību.
Zemāk detalizēti aprakstīta atrofinātā programmatūras RobotSmart darbība. Kā piemēru, lai paskaidrotu darbības procesu, tiks izmantots bezmaksas mācību piemērs par priekša vertikālā gredzenu svarsvarīgas elektrotrofijas komponentam.
Pirmkārt, atveriet programmatūru un ieejat vārdeņošanas modulī. Atbilstoši darba gabalam jāizvēlas, vai pirms vārdeņošanas jālieto pirmā skenēšana, atrašanās vieta vai sekotājs. Otrajā soļā ir jāizvēlas darba gabals un vārdeņošanas malas trajektorijas plānošanai un automātiskai procesa aprēķināšanai.
Vērts minēt, ka pašlaik RobotSmart atbalsta četras robotu šķiras un plašus robotus. Līnijas lasersensors atbalsta tikai Minyue Tehnoloģiju HA, WR un LDW modeli, un atbalsta arī binokulu struktūras gaismu, ieskaitot SmartEye Vision WR un Yue pašizstrādāto R/HA seriju.
 LV
LV
 EN
EN AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK
