
溶接方法
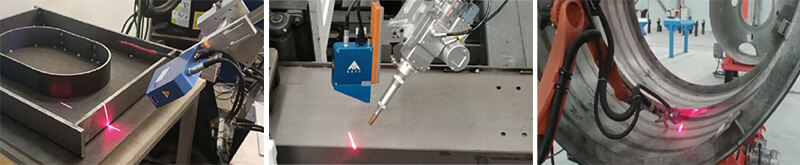
埋弧溶接は、アークがフラックス層の下で燃焼する溶接方法です。埋弧溶接の方法は、安定した溶接品質、高い生産性、アーク光なしで行え、非常に少ない煙という显著な利点があり、圧力容器、管製造、箱型梁や柱、その他の重要な鋼構造物の生産に広く使用されています。
近年、効率的で高品質な溶接方法が次々と登場していますが、それでもなお、埋弧溶接はその応用分野における地位を揺るがすことはありません。造船、発電設備、ボイラーおよび圧力容器、大口径パイプライン、鉄道車両、重機械、橋梁、石油精製および化学装置の生産において、埋弧溶接は主導的な溶接プロセスとなり、溶接構造物製造業の発展を続けて推進しています。
溶接特性
溶接位置がすべての方向で難しい半自動溶接です
非常に限られた適切な溶接材料、溶接前の構成に対して高い要求があります
アークのビードに対する位置を直接観察できないため、溶接精度を確保するためにシーム追跡システムが必要です。
そのすべての技術的優位性は、安定した信頼性の高いシステムサポートを必要とします。
追跡システムには高電流、高安定性、そして溶接精度に対する一定の保証が必要です。
プロジェクトの要件
埋め込みアーク溶接の溶接要件に対して、ミンユエテクノロジーはWRP-220とMY302多軸モーションコントローラーを提供し、完全なソリューションを提案します。このソリューションは、安定性、信頼性、持続可能な再現性をコアに据え、ワイヤーとビード側面との距離やドライストレッチを一定に保つことで、溶接部とビード側面の間の滑らかな移行を実現し、側壁の良好な融合、溶渣の自動剥離、連続かつ持続的な自動溶接などの効果を達成します。
センサー+モーションコントローラの完全セットソリューションを通じて、ユーザーのPLC開発作業を軽減します。標準専用機ではプラグアンドプレイを実現し、直線、円形溶接、遅延追跡などのモードをサポートします。このソリューションにより、溶接が真正に自動化され、人力の節約だけでなく、労働品質の向上も図られ、技術レベルにおいて溶接士や溶接技術者の労働強度と技術レベルの要求をさらに低下させ、同時に安定して信頼性を確保しつつ、無人または少人数での溶接を実現できます。
機能的利点
WRP-220にMY302マルチアクシスモーションコントローラーを搭載することで、クロススライドのアップグレードだけでなく、ストレート継ぎ目、円周継ぎ目、TIG、多層チャネルなど、複数の溶接方法に対応し、溶接プロセスのさまざまなニーズを満たします。強い電磁妨害やアーク光の妨害に抵抗でき、作業距離が大きく、サイズが小さく、同時に高い防衛レベルを持ち、高精度溶接に適しており、溶接位置の検出とリアルタイム追跡にも応用されます。
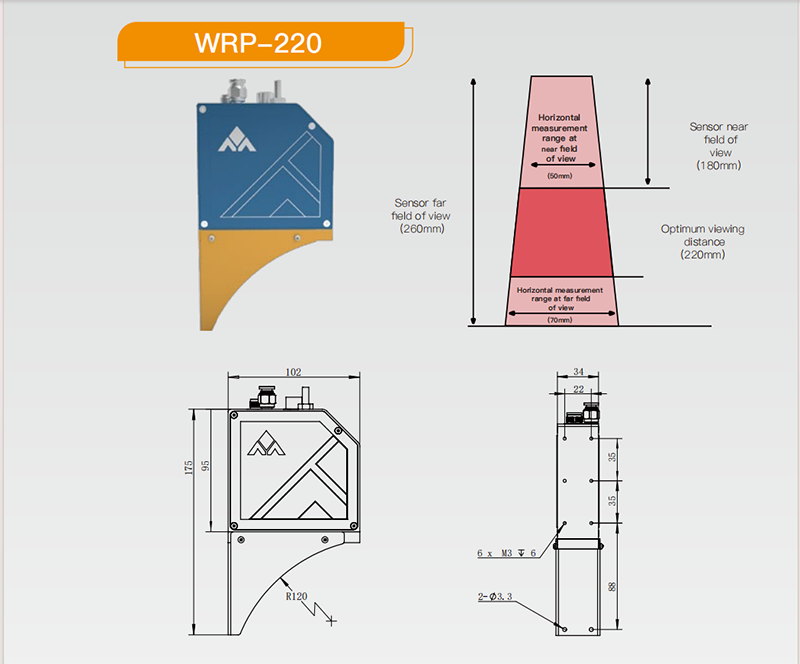
WRP-220 レーザー継手追跡センサー
レーザー溶接トラッキングセンサーは、レーザーを使用して溶接継ぎ目表面を照射し、レーザーライトバンドを形成します。これは高解像度カメラによって受信され、イメージ化されます。アルゴリズム処理により、溶接継ぎ目の三次元特性が構造化された情報に変換されます。この情報には、溶接ジョイント座標、ずれ、ギャップなどが含まれます。この情報はロボットコントローラーに送信され、ロボットに溶接に必要な軌道とプロセスパラメーターを提供し、ロボットがリアルタイムで溶接を行うか、作業部品のずれを補正し、完璧な溶接作業を実現します。他のソリューションと比較すると、レーザートラッキングは非接触、高精度、高速、そして優れた適応性という利点があります。
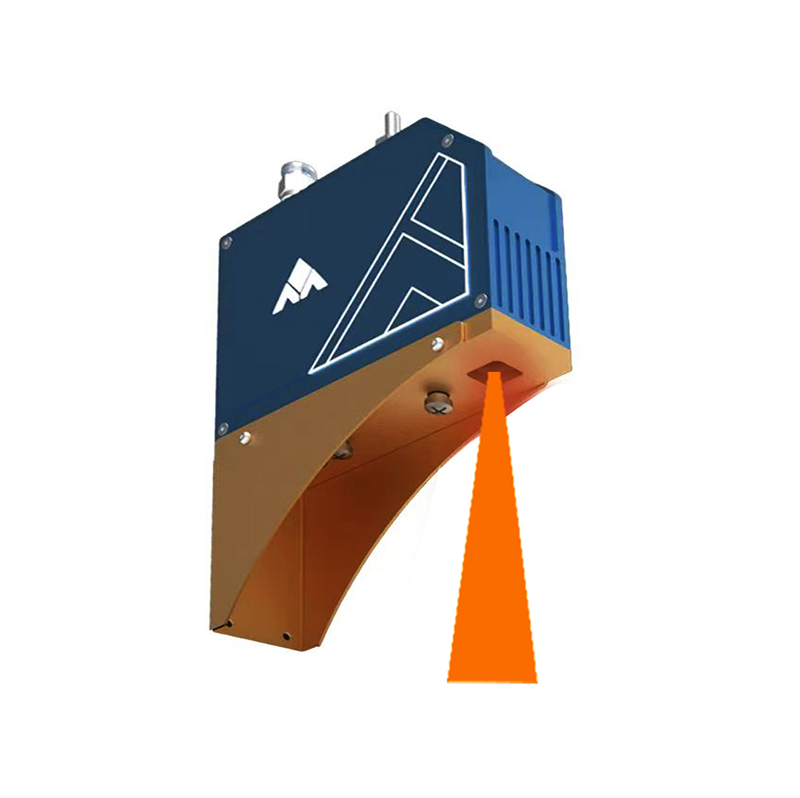
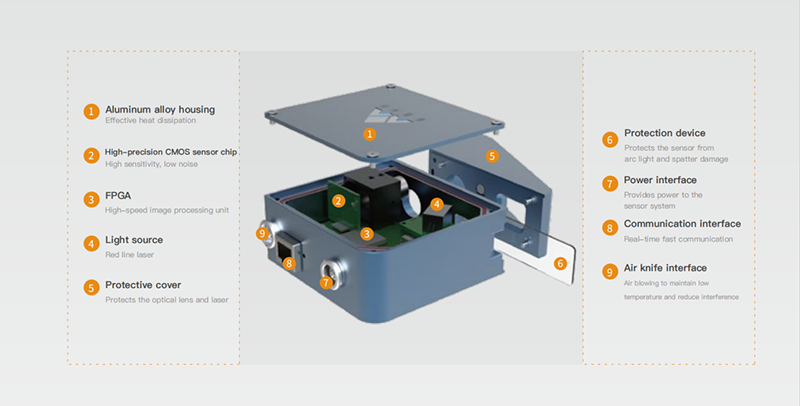
このセンサーは線形構造光測定を採用しており、高速なラインイメージング、非接触、機械的な動きがないという特長があります。強力な適応能力を持ち、溶接継手のパラメータを出力可能で、完全に組み込まれた設計であり、外部の産業用制御コンピュータと連携するなど多くの利点があります。さまざまな種類の自動溶接に広く使用されています。溶接工程に関係なく、異なる溶接状況で優れた結果を得られるよう、信頼性の高いサポートと安定した性能を提供します。
このセンサーは、散乱光、水、埃(IP67)に影響を受けにくく、電磁放射(EMC)にも免疫があるため、最も要求の厳しいアプリケーションに適しています。
強力な機能を持つ。
01. 位置補正と偏差修正
位置補正と偏差修正機能は、同じモデルながら公差が一致しない異なるワークピースの柔軟な溶接シナリオに使用されます。この機能により、ワークピースを切り替える際に手動での介入が不要となり、ロボットは位置補正と偏差修正システムによって正確な溶接を実現します。
直線2Dオフセット溶接に適した2点定位。
マルチポイント位置決め 多セグメントの2Dオフセット溶接に適しています
セグメント位置決め 多セグメントの3Dオフセット溶接に適しています。
02 実時追跡
リアルタイム追跡機能は、高効率かつ空間干渉のない溶接シーンで使用されます。センサーは溶接トーチに対して固定され、溶接トーチは3D座標データに基づいて自動的に溶接パスを調整します。
03. スキャンと自動溶接
スキャンと自動溶接機能により、センサーがまず溶接部の幾何学的情報を収集します。この機能は、高反射、狭い溶接空間、複雑な溶接シーンに適しています。
レーザー継ぎ目追跡
レーザー継ぎ目追跡は、上下左右の溶接ずれを検出できます。
小さなギャップを持つ継ぎ目溶接を検出できます。
薄板継ぎ目の溶接追跡の問題を解決します。
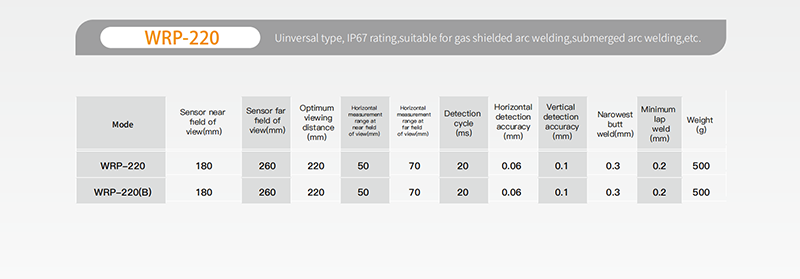
最適な観測距離は約220 mmです。
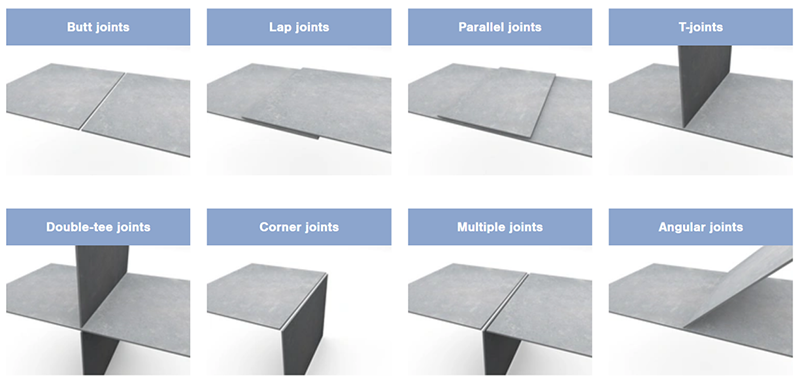
溶接タイプ対応
Vグローブ溶接
フィレット溶接
へミング溶接
スパlicing溶接
ラップジョイントなど
汎用モデル、IP67保護等級、ガスシールド溶接、埋弧溶接等工作シーンに適しています。


 EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK
