
A modern gyártóipari termelésben a zárművészet egyik legfontosabb folyamatmetódusa, amely széleskörűen használatos a gépgyártásban, az atomiparban, a petrokémiai iparban, valamint a repülő- és tértechnikai területen, és még sok más szakterületen. Mivel a zárművészet egy ipari „varjú” mintegy, ezért nagyon fontos feldolgozó eszköz az ipari termelésben, miközben annak a létezésének köszönhetően a zársmoke, a villám, a fémes csapadék miatt a zárás munkakönyvtára nagyon rossz. A zárás minősége döntő hatással van a termékminőségre.
Az ipari robotok, érzékelők és mesterséges intelligencia technológiái fejlődésével az ipari zárórobotok lassan feloldják a munkásokat bonyolult, súlyos és akár veszélyes záróműhelyekről. Az IFR 2021 által közölt adatok szerint az egész világon működő ipari robotok száma elérte a rekord 3 milliót, ami 10%-kal több, mint az előző évben. Az IFR 2018 adat szerint a zárás- és vágásiparban 40% az ipari robot használatos.
A vízszintes robot születése óta kb. három generációra oszlik: az első generáció a „tanítás-visszaadás” (Teaching and playing) működési módú robot, amely egyszerű operációval rendelkezik, nem igényel környezeti modellt, és a tanítás során kijavítható a mechanikai szerkezetből eredő hiba, valamint más jellemzők miatt széles körben használják az ipari összefonás termelésében. A második generáció a strukturált környezetre és az offline programozású (Off-line programming) összefonásrobot, amely kombinálja a kapott összefonási környezeti információkat és a CAD/CAM adatokat a munkalapokról, és számítógépes grafikai technikákat alkalmazva offline tervezi és háromdimenziós dinamikus szimulációt végez az összefonási feladatokra. Ez a típusú összefonásrobot általában „ipari robot + offline programozás” munkaállomásként jelenik meg, például a gyakori harmadik féltől származó offline programozási szoftverek, mint a RobotMaster, Sprutcam, RobotSmart, valamint a robottest gyártók offline szoftverei, például a RobotStudio és a Roboguide. A harmadik generáció olyan intelligens (Intelligent) összefonásrobot, amelynek többféle érzékelő van, és képes önálló programozásra és tervezésre az összefonási környezet alapján az operációs utasítások fogadását követően. Technológiai bonyolultsága és mesterséges intelligencia késleltetésének okai miatt ez a generáció az összefonásrobotok közül a laboratóriumi kutatási szakaszban van. Jelenleg néhány hazai és külföldi gyártó rendelkezik ilyen kapcsolatos termékekkel. Az író azt a második generációjú offline programozási szoftvert nevezi modellvezérelt robotprogramozásnak, és a harmadik generációt látja modellvezérelt automatikus programozásnak a látáson alapuló.
A következő tartalom száraz áruk, amelyek az szerző személyes nézetei, és nem jelentik a Min Yue technológia hivatalos álláspontját. A gyár termelési folyamatában a zövésztés és a vágás magas megbízhatóságot és folyamatigényeket tesz fel. Az egyértelműen látványalapú vágási és zövésztési megoldások alkalmasak akadémiai kutatásokra, de az aktuális ipari helyszín nem alkalmazható rájuk vagy csak egy adott részterületre vonatkoznak. Az okok az alábbiak: Először is, az (munkaanyag) környezeti adatok gyűjtése után a zövésköteg robotnak meg kell határoznia és kiszámolnia a munkaanyag zövésztési vagy vágási pozícióját, ami hasonló problémát jelent mint a LEVEL 4-ös önvezető technológia. A nehézségek közé tartozik: 1. A gyűjtött adatok hiányosak vagy nem elég pontosak; 2. Még ha az adatok megfelelnek a követelményeknek, hogyan lehet automatikusan és megbízhatóan kinyerni a zövésztést a bonyolult pontfelhő-adatból vagy képadatból; 3. A feldolgozási útvonal kinyerése és hogyan lehet meghatározni a zövésztési és vágási folyamatot, ami nehezebb, mint az előző két pont.
A harmadik és a negyedik generáció személyek nélküli oktatási program összehasonlítása
| séma | Modell nélküli vezetés | Modellalapú és látványvezérelt |
| Robotikai trajektória tervezési módszer | A robottervezés a szenzorok által észlelt adat-környezet használatával valósul meg, és kombinálja a robot kinematikai algoritmust. | A robot, a munkaállomás és a dolgozatkészlet modelljének használatával, a dolgozatkészlet modelljeben lévő vonalhelyzet alapján, kombinálva a robot kinematikai algoritmussal. |
| Szükséges-e előkészítés a termelés előtt | Kézi utasítás vagy képszkennelés eljárás szükséges | A feldolgozandó trajektóriát előre ki kell jelölni a dolgozatkészlet moduljából |
| beavatkozik;beszúrkozik;beavatkozás | Válassza ki a feldolgozandó nyomvonalat a skennelési pontfelhőből, vagy automatikusan számítsa ki az előre meghatározott szabályok szerint. | Nincs beavatkozás |
| Teljes szempontú adat | szükség | nem alapvető |
| pontos helyezkedés | szükség | szükség |
| Megbízhatóság | Általános | Erős |
| univerzális tulajdonság | Nincs általánosság | Erős |
Ebben az esetben a érzékeny technológia használata a CAD/CAM, a robotika és a 3D látás, mesterséges intelligencia területén, évek tapasztalatainak felhalmozása, a meglévő, fejlesztett robotprogramozási szoftverek és a 3D látszó érzékelők alapján, második és harmadik generáció programozási előnyeit figyelembe véve, bemutatták a negyedik generációs mentes oktatású automatikus programozási módszert – azaz a modellvezérelt és a látszó érzékelő alapú önálló programozást.

Ahogy az fenti ábrán látható, a termelés elött a robot trajektória használatos a munkaadatok számításához. Határozzuk meg minden egyes rész levételezését modell jelölésekkel és automatikus kinyeréssel. Azonban van különbség a digitális offline szoftverek és a valós munkaállomás között, beleértve a modell és a valós munkaadat eltérést, valamint a vonalzás és a vágás folyamatában előforduló deformációkat. Ennek megoldására különböző méretű 3D látóérzékelőket használnak a trajektóriák rough és finom pozicionálásához. A különböző érzékelők kombinációja segítségével el lehet érni egy nagy terjedelmű programozást (több mint 100 mm) és magas pontosságú (kevesebb mint 0,1 mm) trajektória kompenzációt. A megoldás nagyon általános, a termelési folyamatban nincs emberi beavatkozás, és a digitális szimuláció és az érzékelő által mérte fizikai adatok kombinációja javítja a megbízhatóságot.
A RobotSmart offline programozási szoftver működése részletesen leírt alább. Vegyük a példaként az ingyenes oktató töréses összefonózást egy lassú elektromos háromkerekű előtti függőleges gerendáján, amely bemutatja a műveleti folyamatot.
Az első lépés, hogy megnyissuk a szoftvert és belépünk a fonó modulba. A munka eszközétől függően a kijelölés az első járattal történik mielőtt fonóra kerülne, helyre vagy nyomvonalra. A második lépés a munkaeszköz és a fonó élen való kiválasztás a pályatervezéshez és automatikus folyamat-számításhoz.
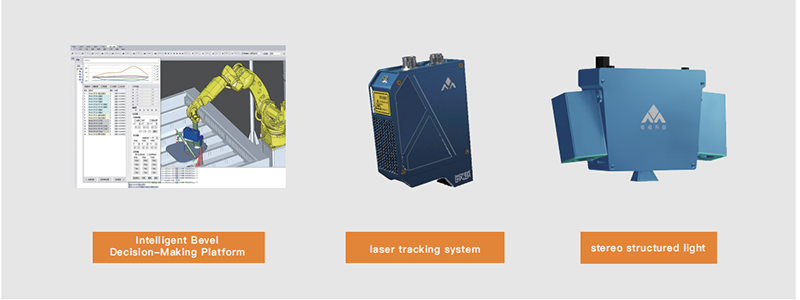
Megjegyezzük, hogy jelenleg a RobotSmart négy családi robotot és széles körű robotokat támogat. A vonallaser érzékelő csak Minyue Technology HA, WR és LDW modelljeit támogatja, és támogatja a kétszemű strukturális fényt, beleértve a SmartEye Vision WR Yue önfejlesztett R/HA sorozatát.
 EN
EN
 AR
AR
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK
