
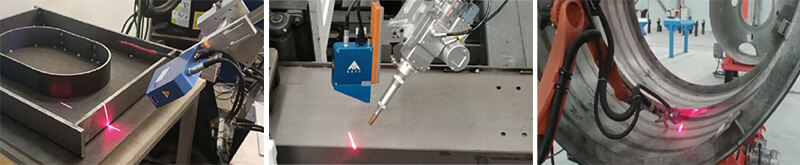
Méthode de soudage
Le soudage à l'arc submergé est une méthode de soudage où l'arc brûle sous une couche de fondant. La méthode de soudage à l'arc submergé offre une qualité de soudage stable, une productivité élevée, et peut se faire sans lumière d'arc, avec très peu de fumée, ce qui en fait des avantages significatifs, raison pour laquelle le soudage à l'arc submergé est largement utilisé dans la production de structures en acier importantes telles que les récipients sous pression, la fabrication de tubes, les poutres et colonnes caisson.
Ces dernières années, de nouvelles méthodes de soudage efficaces et de haute qualité sont apparues, mais elles ne peuvent toujours pas affecter la position du soudage à l'arc submergé dans son domaine d'application. Dans la construction navale, les équipements de génération d'énergie, les chaudières et les récipients sous pression, les grands pipelines, les véhicules ferroviaires, les machines lourdes, les ponts et la production d'équipements pétrochimiques, le soudage à l'arc submergé est devenu le procédé de soudage dominant et continue de favoriser le développement de l'industrie de fabrication des structures soudées.
Caractéristiques du soudage
Le soudage à l'arc enfoui est difficile à réaliser dans toutes les positions.
Matériaux de soudage très limités, exigences élevées pour la configuration avant soudage.
Impossible d'observer directement la position de l'arc par rapport à l'écartement, nécessite un système de suivi de joint pour garantir la précision du soudage.
Tous ses avantages techniques nécessitent un soutien systémique stable et fiable.
Le système de suivi doit disposer d'un courant élevé, d'une stabilité élevée et offrir certaines garanties en termes de précision du soudage.
Exigences du projet
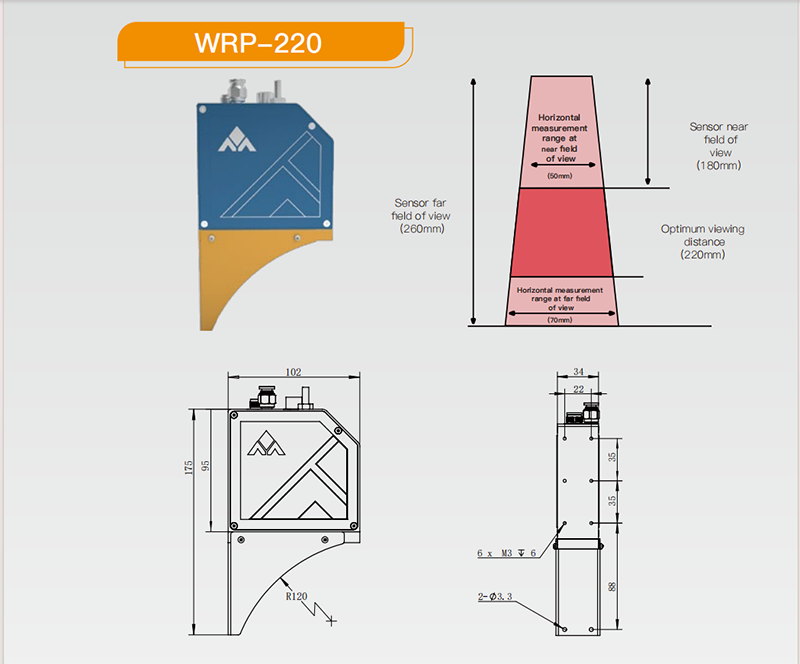
Pour les besoins de soudage en arc sous fusion, MinYue Technology propose WRP-220 avec le contrôleur de mouvement multi-axe MY302 comme solution complète. Cette solution, qui repose sur la stabilité, la fiabilité et la répétitivité durable, assure efficacement que la distance entre la broche et les parois du chanfrein ainsi que l'allongement sec restent constants, permettant ainsi une transition fluide entre la soudure et les parois du chanfrein pour une bonne fusion des parois, un dépôt de scories se détachant automatiquement, et un soudage automatique continu et durable.
Réduisez la charge de travail du développement PLC de l'utilisateur grâce à l'ensemble complet de solutions sensorielle + contrôleur de mouvement. Branchement et utilisation immédiate dans le cadre d'une machine spécialisée standard, avec prise en charge des modes de soudure linéaire, en anneau, avec retard ou suivi, entre autres. Cette solution permet de rendre la soudure véritablement automatisée, non seulement pour économiser la main-d'œuvre, mais aussi pour améliorer la qualité du travail. Elle réduit également, sur le plan technique, l'intensité du travail et les exigences en compétences techniques des soudeurs, tout en garantissant une stabilité et une fiabilité constantes, et en permettant d'atteindre une soudure sans opérateur ou avec un minimum de personnel.
Avantages fonctionnels
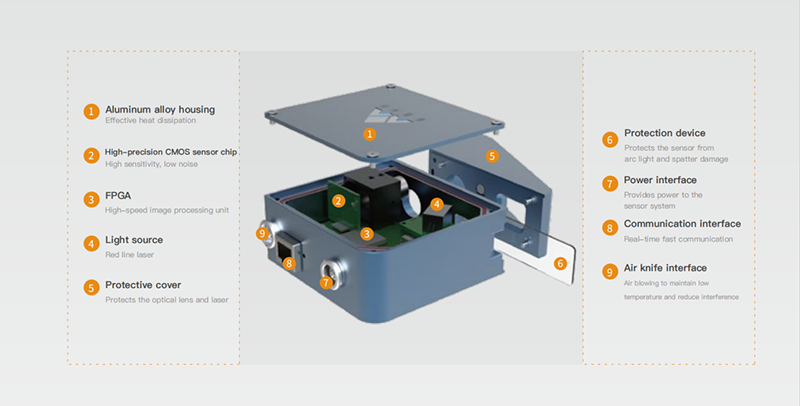
WRP-220 avec le contrôleur de mouvement multi-axe MY302 ne soutient pas seulement la mise à niveau de la glissière croisée, mais supporte également plusieurs méthodes de soudure, y compris la couture droite, la couture circulaire, TIG, le canal multicouche, etc., pour répondre aux multiples besoins du processus de soudage. Une forte résistance aux interférences électromagnétiques et à la lumière de l'arc, une grande distance de travail, une petite taille, et en même temps, il existe un haut niveau de défense, pour répondre à la soudure haute précision, appliquée au repérage de position de soudure et au suivi en temps réel.
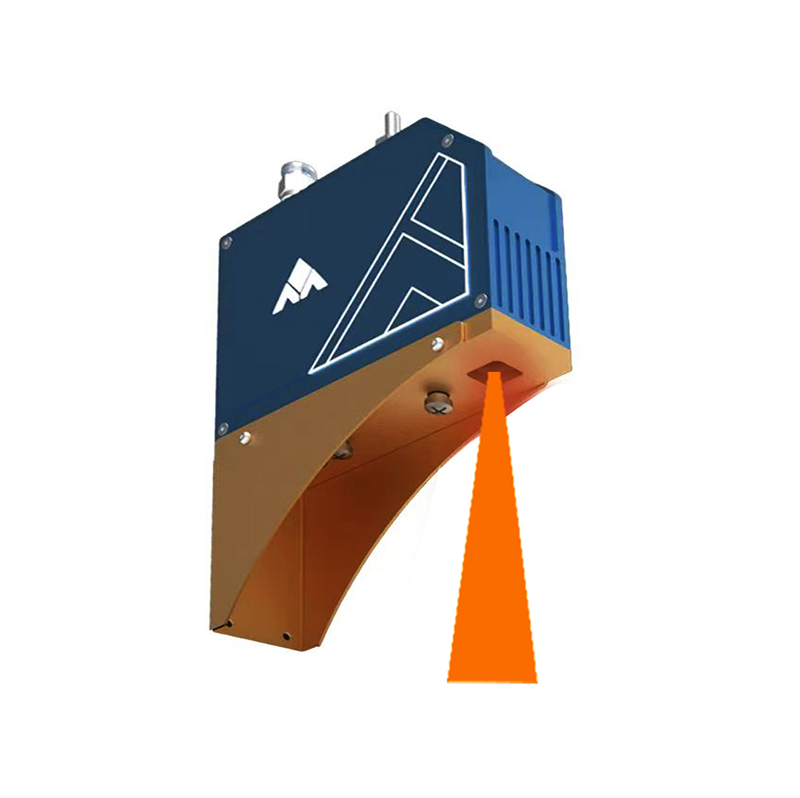
Capteur de suivi de joint WRP-220 à laser
Le capteur de suivi de joint laser utilise un laser pour irradier la surface du joint à souder, formant une bande lumineuse laser, qui est captée et imager par une caméra haute définition. Par traitement algorithmique, les caractéristiques tridimensionnelles du joint sont transformées en informations structurées, y compris les coordonnées de l'assemblage à souder, les décalages, les écarts, etc. Ces informations sont transmises au contrôleur de robot, fournissant au robot la trajectoire et les paramètres de processus nécessaires pour le soudage, guidant le robot pour souder ou corriger en temps réel les écarts des pièces, et réalisant ainsi un travail de soudage parfait. Comparé à d'autres solutions, le suivi de joint laser présente les avantages de ne pas être en contact, d'une grande précision, d'une vitesse rapide et d'une bonne adaptabilité.
Le capteur adopte une mesure de lumière structurée linéaire, qui offre une vitesse d'imagerie linéaire rapide, sans contact et sans mouvement mécanique ; une forte adaptabilité, capable de fournir des paramètres de joint de soudage ; intégré entièrement, avec des ordinateurs industriels externes et de nombreux autres avantages, il est largement utilisé dans différents types de soudage automatisé. Peu importe le procédé de soudage, nous pouvons fournir un soutien fiable et des performances stables pour garantir d'excellents résultats dans divers scénarios de soudage.
Le capteur convient aux applications les plus exigeantes, car il est insensible à la lumière parasite, à l'eau et à la poussière (IP67) et immunisé contre les rayonnements électromagnétiques (CEM).
Avec une fonction puissante.
01. correction de position et d'écart
La fonction de correction de position et d'écart est utilisée pour des scénarios de soudage flexible de pièces différentes mais du même modèle avec des tolérances incohérentes. Cette fonction garantit qu'aucune intervention manuelle n'est requise lors du changement de pièce, et que le robot est guidé par le système de correction de position et d'écart pour réaliser une soudure précise.
Positionnement à deux points adapté aux soudures 2D en ligne droite avec décalage.
Positionnement Multi-Point Adapté aux soudures 2D décalées à segments multiples
Positionnement par Segments Adapté aux soudures 3D décalées à segments multiples.
02 Suivi en temps réel
La fonction de suivi en temps réel est utilisée dans des scénarios de soudage nécessitant une haute efficacité et sans interférence spatiale. Le capteur est fixé par rapport au chalumeau à souder, et le chalumeau ajuste automatiquement le chemin de soudage selon les données de coordonnées 3D.
03. Balayage et Soudage Automatique
La fonction de balayage et de soudage automatique permet au capteur de collecter d'abord les informations géométriques des soudures. Cette fonction est adaptée aux espaces de soudage étroits, aux matériaux hautement réfléchissants et aux scénarios complexes de soudage.
Suivi de Joint Laser
Le Suivi de Joint Laser peut détecter les écarts de soudure en hauteur, en bas et sur les côtés.
Peut détecter les soudures assemblées avec de petits intervalles.
Résout le problème de suivi de joint de soudage pour les plaques minces assemblées.
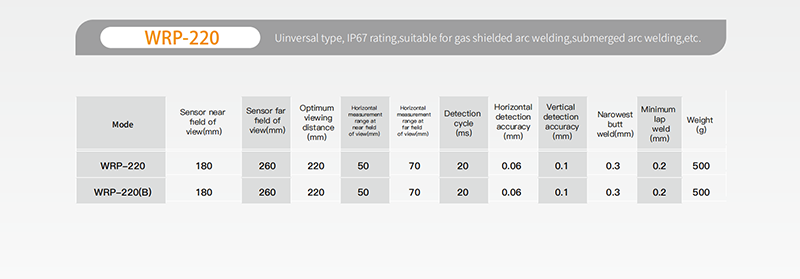
La distance d'observation optimale est d'environ 220 mm.
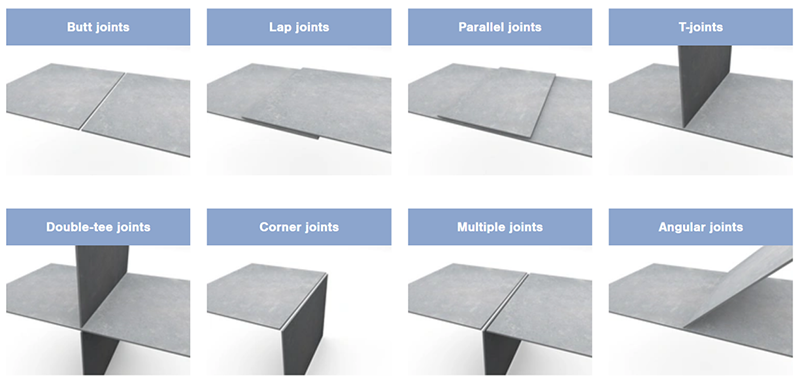
Type de soudage supporté
Soudure en V
Soudure en chevron
Soudure de pliage
Soudure d'assemblage
Soudures superposées, etc.
Modèle universel, niveau de protection IP67, Convient aux scénarios de travail tels que la soudure à l'arc sous gaz protecteur, la soudure à l'arc enfoui, etc.


 FR
FR
 EN
EN AR
AR
 HR
HR
 NL
NL
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SK
SK
 UK
UK
 VI
VI
 GL
GL
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 MK
MK
 HY
HY
 AZ
AZ
 KA
KA
 UR
UR
 BN
BN
 LA
LA
 MN
MN
 KK
KK
